ビルドアップ基板の削り込み
加工内容
- 削る
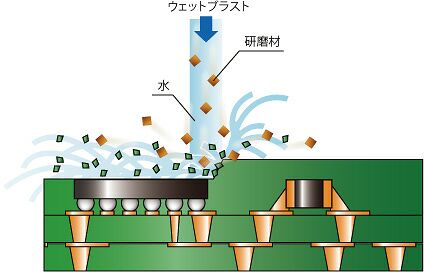
ウェットブラストによる表面微細加工
ビルドアップ基板表面のフィラー含有樹脂層を、高速で均一に加工可能な物理加工法です。
処理の目的
- 電子部品がプリント基板内に埋め込まれた部品内蔵基板表層の樹脂を削り、表面を露出させる。

- 基板上の樹脂表面を、回路部分のみを残し削りこむ。

処理のポイント
- 微細粒子を使用することで、導体(回路部)へのダメージを抑えた削り込みが可能。
- 処理エア圧力やパス回数の変更により、樹脂加工レートのコントロールが容易。
- 複数の箇所(大面積)を一括で加工できるため、加工時間が短い。
従来工法の問題点
| ドライエッチング(プラズマ) |
|
|---|---|
| レーザー |
|
| 機械加工 |
|
処理のイメージ
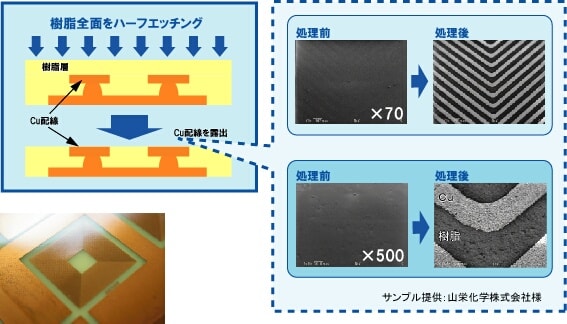
ウェットブラストによるCu配線の露出
特長
- フィラー含有樹脂の全面ハーフエッチング
- Cuエッチングを抑えた樹脂の選択加工
アンダーコート材の加工例
特長
- 樹脂粒子や微小アルミナ粒子を用い、導体ダメージを抑えた処理ができます。
処理条件
| 使用粒子 | アルミナA#2000 |
|---|---|
| エア圧 | 0.25MPa |
| 処理速度 | 20mm/s |
| 投射角度 | 90° |
| 処理回数 | 複数パス |
研磨材粒子やエア圧力によって、加工レートのコントロールが可能です。
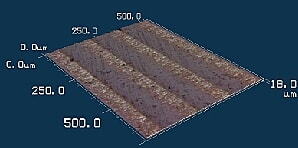 未処理
未処理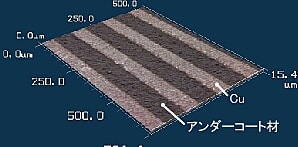 4pass後:段差0µm
4pass後:段差0µm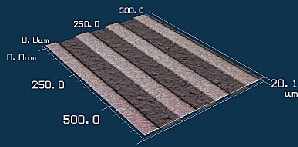 6pass後:段差7µm
6pass後:段差7µm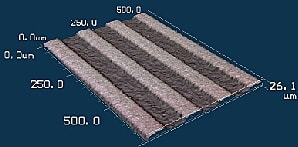 8pass後:段差14µm
8pass後:段差14µm 10pass後:段差20µm
10pass後:段差20µm※この時のCuの削れ量は0.2μm
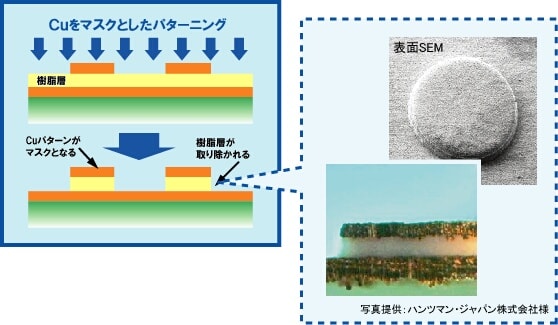
エンベデッドキャパシタの形成例
特長
- Cuをマスクとして利用したパターン
- 加工異方向加工による高い容量(寸法)精度