



冷間鍛造工程の黒皮除去・潤滑処理
加工内容
- 取る
- 粗す
- 削る
ボンデを超える潤滑性能。金型寿命を5倍にする“WLS”
導入実績
導入実績国
4+
導入企業数
17+
総納入台数
29+
対象
冷間鍛造/潤滑工程(黒皮除去・潤滑処理)
ポイント
- ボンデを超える潤滑性能で、金型の寿命を大幅に延長
- ボンデ処理の代替により、エネルギーコストや管理コストを削減し、環境負荷も低減
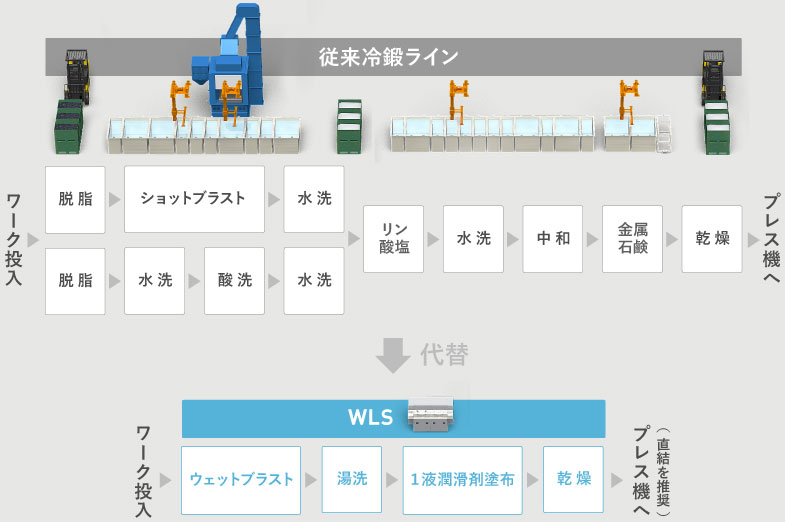
WLSとは?
WLSは、「ウェットブラスト・一液潤滑剤塗布(Wetblast Lubricant System)」の略称です。冷間鍛造工程における、脱脂・黒皮(酸化スケール)除去、および、潤滑処理を一体化した、当社の独自技術です。
ウェットブラストを用いた下地処理と、一液潤滑剤の塗布による潤滑工程、2つの工程を一台の装置で兼ねます。さらに、従来の一般的なボンデ処理設備に比べ、設置面積1/10、水使用量1/30、産業廃棄物1/20 以下という驚きのコスト削減を実現する画期的なシステムです。
WLSの処理イメージ
WLS導入のメリット
金型寿命の向上
金型の寿命向上実績は、従来比の5倍以上です。ウェットブラストによる下地処理が、一液潤滑被膜の潤滑性能を最大限に引き出すためです。
コスト削減
重厚長大な潤滑処理工程を大幅に簡素化できます。スプレー塗布による潤滑処理のため、日常管理は、研磨材と潤滑剤の補給のみです。
環境負荷の低減
環境負荷の高い、ボンデによる処理を完全代替します。ボンデ処理と比較し、反応性スラッジゼロ、廃棄物を90%以上削減可能です。

CO2排出量削減―ボンデからWLSへの移行
WLS化で、年間9.3トンのCO2を削減!
従来の下地処理、在庫管理のエネルギーコストを削減するWLSへの切り替えは、CO2排出量においても大きな意味を持ちます。
WLSへの切替えによるCO2削減量/年
9.3t
年間CO2排出量|ボンデ
66.8t
年間CO2排出量|WLS
57.7t
- 年間稼働240日と仮定
- 算出式=消費電力(kWh/day)×240(日)×0.445(kg)×0.001
1日あたりの消費電力(kWh/day)
| ボンデ | WLS | |
| 潤滑 | 505 | 538.4 |
| 下地処理(SB)*1 | 100 | - |
| フォークリフト *2 | 20.4 | - |
| 合計 | 625.4 | 538.4 |
*1 SB前提条件※潤滑条件は大同化学様の試算に基づく
- 12000pcs/day=6000kg/day
- SBの消費電力:10kW (エプロンショット:5.5kWインペラ+排気+エプロン駆動)
- 1バッチあたり200kg 20min+入替5min
- 1日あたり30回
- 30回×25min÷60min=12.5h ⇒SBは2台 1日あたり15回×20min稼働とする
- 算出式=10(Kw)×2(台)×15(回)×20(分)/60(分)
*2 フォークリフト前提条件
- フォークの電気容量20kW(走行, 荷役各10kW)
- コンテナ容量 SB400個, ボンデ800個 平均600個
- 1回あたりの運送時間3min
装置例

冷間鍛造ライン・ビレット材用装置
VD-T008
冷間鍛造工程における、材料の下地処理から潤滑剤の塗布までを自動で行う装置です。 その後のプレス機への直結により、下地処理・ 潤滑処理・プレスの、3つの工程のインライン化が可能です。
お客様の声
WLS装置を導入された、お客様の声をご紹介いたします。
“金型寿命の向上で、大幅にコストダウン”
もともとは、ボンデ代替と中間在庫削減を目的にWLSを導入。WLS が潤滑に最適な下地表面を作ることは知っていたが、金型寿命が大きく伸びたことで金型コストも大きく下げることができた。
- 微細凹凸表面による潤滑皮膜追従性の良さ
- ワーク温度50~60℃のままプレス機に投入することで鍛圧が下がる
“あきらめていた一液化がWLSで実現”
製品の内製化を行うため、ボンデに代わる処理を探していた。酸化スケールの除去を目的とするショットブラスト後の表面に対し様々な白系一液を試したが、カジってしまっていた。黒系潤滑剤しかないとあきらめていた時、WLS を知り、トライしたら一発OK。下地処理の違いに驚いた。
- 焼鈍後の酸化スケール除去処理も同時に行い工程短縮
“金型へのカスだまりによる成型不良を低減”
多様な材質に対するボンデ処理の依頼先が見つからずに困っていたところ、WLS を紹介された。ウェットブラストが様々な材質の潤滑下地処理を行えることに加え、管理が容易な、スプレー塗布方法であることも決め手となった。薄く、均一な皮膜のおかげで、金型清掃頻度も大幅に下げることができ、成型品がきれいに仕上がっている。
- スプレー塗布による薄く均一な潤滑皮膜
- ワーク素材を選ばないウェットブラスト下地処理
資料ダウンロード

個人情報は弊社プライバシーポリシーに基づき運用・管理します。

