一种使冷锻模具使用寿命翻倍的预处理
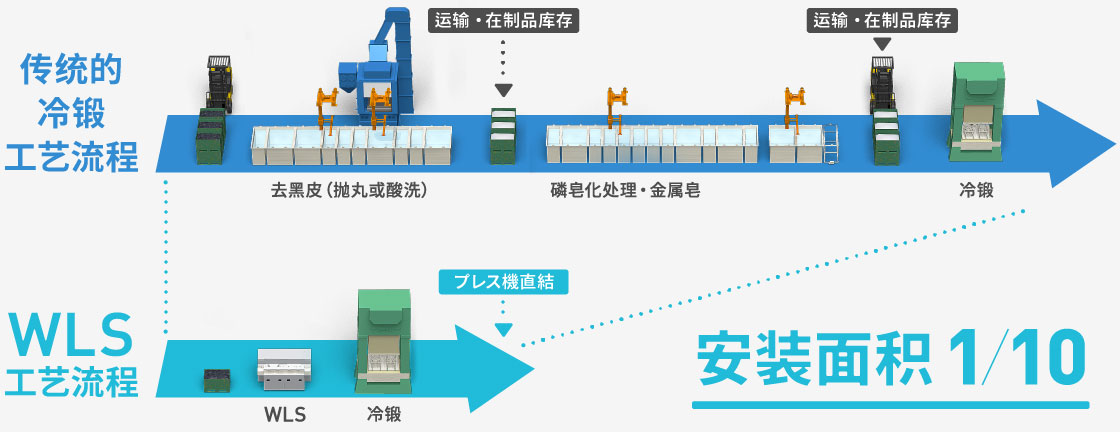
WLS装置只需要1/10的占地面积即可代替磷皂化处理,
使环保绿色的冷锻成为可能。并且,模具使用寿命翻倍还能降低成本。
WLS把湿式喷砂打底处理和涂覆润滑剂这两道工序合在一起,是一种最适合冷锻生产线润滑工序的处理技术。

销售业绩
国家数
3+
采用企业
12+
導入营业所
13+
装置供货数量
23+
装置实例
这只是被采用装置中的一个例子。磨考公司的湿式喷砂装置基本上是完全可以根据用户要求自由设计的。

过程
特征

模具使用寿命翻倍
一液型润滑剂可以生成最佳状态的表面,故和磷皂化处理相比,模具使用寿命大幅度延长。曾有这样的成功事例:用户只是对传统工艺进行了整改,就使模具的使用寿命达到了以前的2.4倍。
所需空间只有磷皂化工艺的1/10
WLS从打底处理到润滑剂涂覆实行一条龙处理,并且和冲压机直接相连,大幅度降低了搬运、在制品库存的一系列成本。

废水和固体废物减少90%以上
和产生大量废水的磷皂化工艺相比,WLS的废水量得到了大幅度的降低。并且,工艺中不使用危险药品,既无化学废物也无粉尘,可以将环境负担降到最低。
冷锻工艺虽然可以进行尺寸精度高表面美观的高速加工,但是,模具耗损强度高一直是一个难题。因此,在加工前为了提高表面润滑性能,在靶材表面生成润滑被膜是非常关键的一道工序。提高润滑性能的工艺中,最普通、使用最多的是抛丸、酸洗和磷皂化处理。但是,使用磷酸盐和金属皂的化学处理来提高润滑性能的磷皂化工艺,不仅工序繁杂会产生大量的废水,而且还需要笨重而庞大的设备,因此,是一种环境负担非常高的工艺。虽然有比磷皂化处理对环境影响要少的涂覆型润滑剂,但它的润滑性能的好坏完全取决于涂覆之前的预处理,且差距很大,因此很难驾驭。
针对上述磷皂化工艺的问题,也就是设备庞大、环境负担以及操作人员的健康问题等等,WLS就是旨在解决以上所有问题而开发的设备。
与传统的磷皂化处理相比,WLS大幅度改善了处理的质量、成本和时间,并且不再需要磷皂化处理的那些庞大的药剂设备、搬运和在制品库存。并且可以使涂覆型润滑剂的性能发挥到最大,因此比起传统的抛丸,可以大幅减少模具的损耗。工艺的关键是涂覆润滑剂前的湿式喷砂处理。湿式喷砂可以给靶材表面带来细微的砂坑,从而使润滑剂得到浸透和保持,因此加工后可以得到均匀稳定的涂覆面,降低锻造品的质量不稳定,实现高质量加工。