



第2回 鍛造加工の歴史と主な鍛造加工

「塑性加工ゼミ」第2回は、鍛造の歴史や鍛造の特徴など鍛造加工について説明します。また、鍛造加工の種類についてもご紹介いたします。
1. 鍛造の歴史
工具、金型などを用いて、材料の一部または全体を圧縮または打撃することにより成形と鍛錬を行う加工法を鍛造と言います。
金属の加工法としては、歴史的に最も古くから行われていた方法で、紀元前4000年ころにエジプトやメソポタミア地方で始まったといわれています。日本では縄文時代前期です。
紀元前3500年ころに鉄が発見されると、その成形のために高温に熱した鉄をたたいて成形する手法(熱間鍛造)が発達しました。日本では、弥生時代より農器具や武器(刀剣)などに熱間鍛造が用いられてきました。
素材を常温のまま鍛造する冷間鍛造は、当初は軟らかい金属(鉛、黄銅、アルミなど)で容器や管を作るために用いられました。 鉄鋼の冷間鍛造が工業的に用いられるようになったのは、産業革命時(18世紀後期)のねじの造頭加工が萌芽と言われています。
その後、後に述べるリン酸塩皮膜処理による潤滑法が発明されたことにより、第二次大戦後、種々の形状の鋼製部品が冷間鍛造で作られるようになり工業として成立しました。
その後の自動車産業の発展とともに、冷間鍛造の技術は大きく発展しました。
また、近年、シミュレーションを用いた工程プロセス設計や材質予測技術も進歩してきています。 また、サーボプレスが開発され、鍛造中の金型の動かし方に大きな自由度が与えられました。 そのため、より最適な動かし方に関する研究が、素材の変形特性や潤滑剤の挙動を考慮し進められています。
こちらのページにて、冷間鍛造向けの応用事例をダウンロードいただけます
※「ウェットブラスト技報」等にて該当資料ご覧ください
1-1. 鍛造の特徴
鍛造では、素材の大部分が圧縮応力の状態で加工が進むので、割れの発生が抑制され、材料の変形能(変形できる能力)が高まり、大きな変形が可能となります。
鍛錬することで、もろい材料組織を強くしたり、割れにくくしたりできます。もし、鍛造の前の材料に材料の流れでできた繊維状組織(鍛流線)があれば、それは鍛造によって表面に沿って流れ、表面に作用する引張り応力に対して強くなります。このことは、他の成形法(機械加工、鋳造、粉末成形など)に比べたとき、鍛造部品の大きな長所です。
さらに、金型を使って、同じ部品を短時間に大量に製造することができます。例えば、ボルトのような小物部品は1分間に数百個製造することが可能です。
1-2. 主な鍛造加工
鍛造加工法は、大まかに下記のように分類されます。
自由鍛造
表面が平滑(多少のくぼみがある場合もある)な工具を用いて、素材を押しつぶしながら成形する鍛造。おもに大型の部品に用いられます。
下図は、素材を送りながら逐次鍛造していくタイプの自由鍛造を示します。刀鍛冶が刀剣を鍛錬するために、人力でこの方法を行ってきました。
現在では、工業的には大型貨物船のスクリューシャフトや、発電機のローターシャフトなどの製造に用いられます。
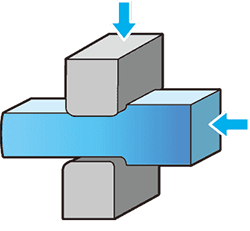 図1 自由鍛造(伸ばし)
図1 自由鍛造(伸ばし)型鍛造
形状を彫り込んだ金型を用いて、素材をその金型形状になるように圧縮しながら変形させる鍛造。
製品の周りにバリを発生させるのが普通ですが、工夫してバリが出ないようにする場合もあり、それらは密閉鍛造や閉塞鍛造と呼ばれています。
閉塞鍛造とは、上下の型が閉じた後、複数個のパンチや型を駆動して、主に側方に設けられた型内空洞部に素材を移動させ、半径方向に突き出た部分を持つ部品を製造する方法で、かさ歯車や等速ジョイントの部品の一つのトリポードの製造に用いられています。
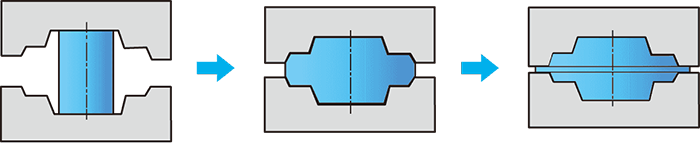 図2 型鍛造(バリを出す方式)
図2 型鍛造(バリを出す方式)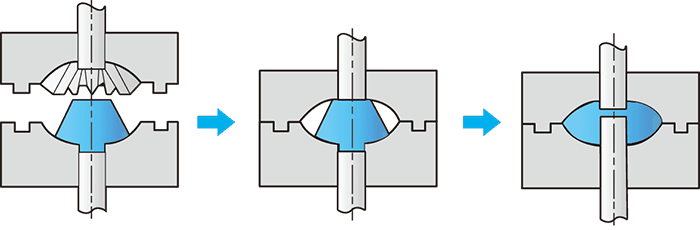 図3 閉塞鍛造(かさ歯車の製造)
図3 閉塞鍛造(かさ歯車の製造)押出し型鍛造
軸状の部品を素材より小さい径の金型に通しつつ直径を減少させる加工法。
パンチにより押し出しますが、パンチの押し込む方向と押し出された素材の方向が同じ場合は直接(前方)押出し、逆の場合は間接(後方)押出しや、前後方組合せの押出しなどがあります。
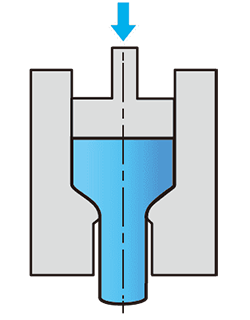 図4 直接(前方)押出し
図4 直接(前方)押出し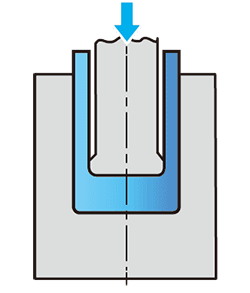 図5 間接(後方)押出し
図5 間接(後方)押出し
上記の加工法は工具を直線的に移動させる方式ですが、他にも工具を回転させたり揺動させたりする鍛造法もあり、多用されています。
1-3. 温度による鍛造加工の分類
鍛造加工は、加工する素材の温度により、大きく「冷間鍛造」「温間鍛造」「熱間鍛造」に分類されます。
熱間鍛造
材料を加熱して、再結晶温度以上の高温で行う鍛造です。 例えば鋼材では約900℃以上です。この温度域での加工は、素材内部の欠陥が消滅したり、粗大な結晶粒が細かくなったりして、素材の特性の改善に大いに寄与します。また、材料が軟化しているので、大きな寸法、大きな変形、複雑形状の部品に適用します
しかし、高温のため素材表面に酸化膜が発生します。 また、温度変化が大きいため、寸法変化も大きく精度はそれほど高くありません。
また、金型も過酷な温度条件にさらされます。そのため、表面が塑性変形したり、激しい温度変化により多数の微小な亀裂(ヒートチェック)が発生したりします。そのため、熱間鍛造金型の寿命はあまり長くありません。
冷間鍛造
材料を加熱せず室温で加工します(加工中は変形と摩擦のために温度は上昇します)。 素材は強度が大きく変形能も高くないので、高荷重となり変形の程度も大きくありません。部品の寸法も大きくありません。おおよそ外径100mm程度です。
一方、寸法精度や表面性状がよく、精密な部品の鍛造に適しています。
温間鍛造
再結晶温度以下の温度で加工する方法で、冷間鍛造と熱間鍛造の長所を兼ね備える可能性のある方法です。
そのほか、「恒温鍛造」と呼ばれる金型を素材と同程度に加熱し、長時間で鍛造する方法があり、主にニッケル合金やチタン合金などからジェットエンジンの部品を製造するのに用いられる方法や、「溶湯鍛造・半溶融鍛造」と呼ばれる固相と液相の共存する温度域で型を用いて圧縮成形を行う方法もあります。
1-4. 冷間鍛造プロセス
下図は、一般的な冷間鍛造工程です。
 図6 一般的な冷間鍛造工程
図6 一般的な冷間鍛造工程
鍛造用素材は、線材や棒材をせん断加工により所望の寸法にカットして用います。 素材の体積は不変なので、素材寸法を決める際には製品の寸法に加えて、後処理としての機械加工での取りしろやバリの体積などを精度良く見積もる必要があります。 素材体積が少なすぎると、必要な形状の製品ができず(欠肉)、逆に多すぎると、型やプレス機械への過重な負荷がかかります。 素材の変形能を向上させるため、球状化焼鈍(材料中のセメンタイトを球状に析出させる熱処理)が多く行われます。
形状が複雑な場合、型形状を変えて鍛造加工を何度か繰り返します(多段鍛造)。 材料は加工硬化するので、そのたびに焼鈍と潤滑処理を繰り返します。ただし、コストが増加するので、そうしない場合もあります。
1-5. 冷間鍛造の潤滑処理
鋼の冷間鍛造の潤滑処理として、リン酸塩皮膜+金属石けんによる化成処理が多用されています。一般的に「ボンデ処理」と呼ばれています。
リン酸塩皮膜は密着性が強く、大きな変形により素材表面が大きく拡大してもその変形に追随して、金型と素材の金属同士の直接接触を防ぐ効果が大きいという特性があります。
ただし、この皮膜だけでは、すべり性はないので、その上に一般的にはナトリウム石けんを処理します。この潤滑処理の模式図は下図のようになります。
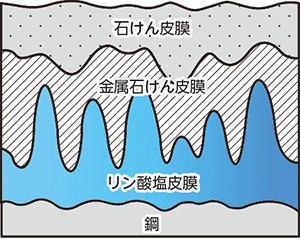 図7 化成皮膜潤滑層の模式図
図7 化成皮膜潤滑層の模式図
鋼以外の金属材料にも、化成皮膜潤滑処理があります。
ステンレス鋼ではシュウ酸塩皮膜、アルミニウム合金にはフッ化アルミ系皮膜、銅合金には亜酸化銅皮膜、チタン合金にはフッ化チタン系皮膜が用いられます。
1-6. 鍛造用材料
鍛造用材料としては棒材や線材が主ですが、最近は板鍛造と呼ばれる板状素材の場合もあります。 熱間鍛造には、鋳造用の金属材料以外であればほとんどの材料が利用可能ですが、冷間鍛造では、変形抵抗、延性などの制限があります。冷間鍛造に用いられている鋼材として、
- 機械構造用炭素鋼:S15C、S45Cなど
- 一般構造用圧延鋼材:SS400など
- 合金鋼:SCr(クロム鋼)材、SCM(クロムモリブデン鋼)材、SNCM(ニッケルクロムモリブデン鋼)材など アルミニウム合金も鍛造に良く用いられます。多くは熱間鍛造であり、400〜500℃の温度域で加工されます。特に冷間鍛造性のよいとされているのは6000番台です。
1-7. 工具材料
工具材料の選定は、良好な製品ならびに型寿命に大きな影響を与えます。 そのため様々な工具材料が開発されてきました。例として、冷間鍛造用工具材料について紹介します。
- 合金工具鋼:SKD11が標準的で、熱処理により60HRC程度にまで硬さを上げて使用
- 高速度(ハイス)鋼:切削工具用素材として開発されたが、じん性が高いのでSKD11では、割れが頻発する場合に多少硬さを落として(58HRC 程度)用いられる。
製造法を工夫して、炭化物量や分布を改善したマトリックスハイスや、粉末から焼結される粉末ハイス(炭化物が微細・均一)もあります。炭化物の量が適正で微細・均一であるほど、強く、硬く、割れにくくなります。
- 超硬材料:炭化タングステン(WC)をコバルト(Co)をバインダーとして固めて作られる工具用材料です。WCとCoの比率やWCの粒径や分布をコントロールして、特性を作り分けていますが、高強度、高靱性、高耐摩耗性があります。また、弾性係数が高いので、鋼材に比べて金型の変形を小さくでき、高寸法精度を求められる場合に有利です。ただしコストは、鋼材に比べて高くなります。
参考文献
- ^ 日本塑性加工学会 編:新塑性加工技術シリーズ 鍛造 —目指すは高機能ネットシェイプ—、(2018)、コロナ社.
- ^ 小坂田宏造・石川孝司・小野宗憲・森下弘一・安藤弘行:精密鍛造、(2010)、日刊工業新聞社.
- ^ 日本塑性加工学会 鍛造分科会 編:わかりやすい鍛造加工、(2005)、日刊工業新聞社.
- ^ 素形材技術解説書制作委員会 編:ものづくりの原点 素製材技術、(2005)、日刊工業新聞社.
著者紹介
早川 邦夫 - 静岡大学 教授
学術院工学領域 - 機械工学系列
創造科学技術研究部 - エネルギーシステム部門
大学院総合科学技術研究科工学専攻 - 機械工学コース
工学部 - 機械工学科
関連ページ
当ページに関連する導入事例および装置は以下となります。

