



第4回 冷間鍛造における潤滑性能を引き出すための素材表面処理
「塑性加工ゼミ」第4回は、冷間鍛造潤滑剤塗布の際に施した素材への表面処理が、潤滑性能に及ぼす影響についての研究をご紹介いたします。
1. 素材表面処理と潤滑性能の関係
冷間鍛造は一般的に面圧が大きく、素材-工具界面で大きな表面積拡大が生じる際には工具との凝着が起きることも多くなります。このため、高面圧・高表面積拡大下でも潤滑性能を持ち、なおかつ凝着を防止できる性能を持つ潤滑剤が必要となります。現在、冷間鍛造で多用される化成皮膜は、凝着の防止に大変優れた性能を発揮するので冷間鍛造に多用され、その結果今日の冷間鍛造の発展があります。 しかし、環境負荷と処理コストの問題が指摘されており、その代替としての塗布乾燥型の環境対応型潤滑剤の開発が盛んに行われています。第3回の講義(冷間鍛造における環境対応型潤滑剤)では、いくつかの開発された環境対応型潤滑剤について紹介しました。
さて、環境対応型潤滑剤は素材表面に化学的に密着する皮膜を形成しないため、潤滑剤の密着・保持には、潤滑剤塗布前の試験片の物理的状態、すなわち表面性状が大きな影響を及ぼすと考えられます。そのため、潤滑剤塗布前の効果的な素材の表面処理の重要性に関する研究が行われており、その重要性が明らかにされてきています。
本講義では、冷間鍛造潤滑剤塗布の際に施した素材への表面処理が、潤滑性能に及ぼす影響についての研究を紹介します。
こちらのページにて、冷間鍛造向けの応用事例をダウンロードいただけます
※「ウェットブラスト技報」等にて該当資料ご覧ください
2. 冷間鍛造の潤滑
冷間鍛造における素材のウェットブラストによる表面処理において、使用メディアの耐焼き付き性に及ぼす影響が、Wangらにより調べられています 。
実験には、図1に示すような据込み−しごき型の試験法を利用しました。最初の据込みで、素材の外表面の潤滑剤ははく離などの損傷を受け劣化します。そのような潤滑皮膜で引き続きしごき加工を受けます。これは、実際の鍛造工程では、よく起こる状況と考えられます。
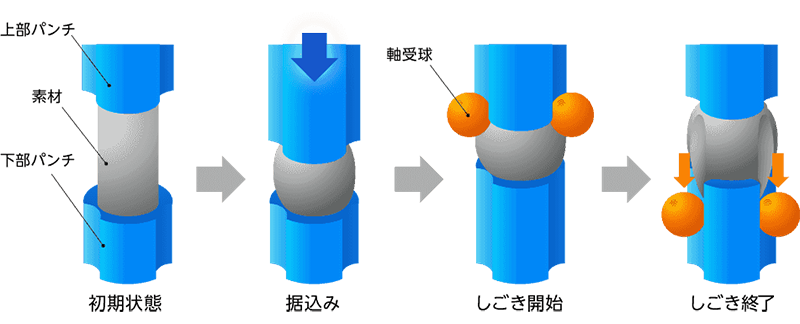 図1 据込み − しごき型潤滑評価試験法
図1 据込み − しごき型潤滑評価試験法この試験法を化成皮膜と日本パーカライジング社の開発したPULS一液型環境対応潤滑剤に適用しました。素材の下地処理として、300µm鋼球または150µmステンレスグリットを用いたウェットブラストを施しました。 図2は、化成皮膜および一液潤滑剤を用いて行った試験について、素材表面の焼付き状態を示します。どちらの潤滑剤でも、ステンレスグリットを用いた場合には焼付きが生じませんでした。
一方、鋼球を用いた場合では、全ての素材で広範囲の焼付きが見られました。同じ処理でも、メディアの違いにより表面性状に差が生じ、それが潤滑剤の密着性に影響を及ぼすことが分かります。鋭い角をもつステンレスグリットが、表面により深く周期の小さい緻密な表面性状を形成することが考えられます。
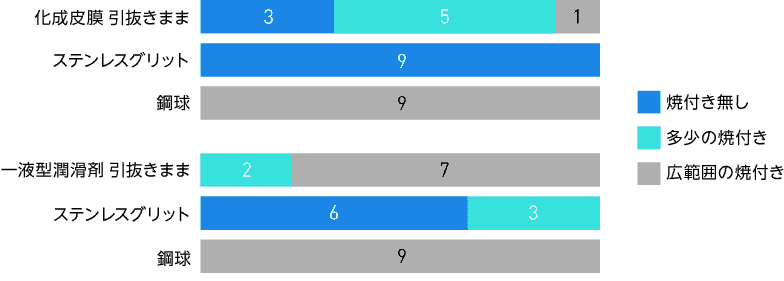 図2 化成皮膜および一液潤滑剤の耐焼付き性に及ぼす素材下地処理の影響
図2 化成皮膜および一液潤滑剤の耐焼付き性に及ぼす素材下地処理の影響3.表面凹凸の縦横比の影響について
ブラスト処理を行うと表面粗さが大きくなります。ここでいう表面粗さとは、表面の高さ方向の情報を示しています。一方、表面粗さには横方向の周期を示す指標もあります。
一般的には、深い凹凸を得ようとすると、横方向の周期も大きくなる傾向にあります。とくに、球状のメディアを使うショットブラストでは、処理条件を調整してもその傾向は容易に変更できません。 一方、ステンレスグリッドを用いたウェットブラストでは、ショットブラストに比べて表面粗さの縦横比(深さと周期の比率)を大きくすることができます。その影響が、Sagisakaらにより明らかにされています 。
彼らは、A6061-T6にアルカリエッチング (AE)、ショットブラスト (SB)、ウェットブラスト (WB) を施した試験片と、旋削のみ (AM) の試験片を用いて、図1に示すようなスプライン付きの押し出し型摩擦試験報を開発して、2液2層型環境対応潤滑剤(DLT)とアルミ合金用の化成皮膜潤滑剤 (Al-F) の潤滑性能評価試験を行いました。SBに用いたメディアは直径200µmの鋼球です。ウェットブラストのメディアはステンレスグリットです。
図2は、潤滑剤および表面処理の摩擦係数に及ぼす影響を示します。
パンチストロークが大きくなると潤滑にはより厳しい条件となり、そのため摩擦係数は増加する傾向にありますが、WBの試験片は、その他と比べて安定した潤滑状態となっています。化成皮膜処理であるAl-F潤滑剤においても、表面処理の違いが現れていて興味深い結果となっています。
その原因を調査するため、表面処理後の各試験片外径の長さ方向の表面粗さを測定しました。粗さのパラメータとして、高さ方向は平均粗さRa、横方向は頂点間の平均距離Sを比較しました。なお、Sは旧JISにて規定されていたパラメータで、現在のJISではRSmが同様なパラメータとなっています。 図3にその結果を示します。
WBは鋭利なエッジを持つステンレスグリットをメディアに使用したことで、粗い上にその周期が短い緻密な凹凸が得られたことがわかります。
一方、鋼球を用いたSBでは粗さは大きいものの周期の長い凹凸となっています。表面凹凸の変形挙動を有限要素解析したところ、WBの表面は鍛造中の真実接触率が小さく、SBの表面は接触率が大きくなる結果が得られており 、これによって摩擦の差が生じたものと考察されています。
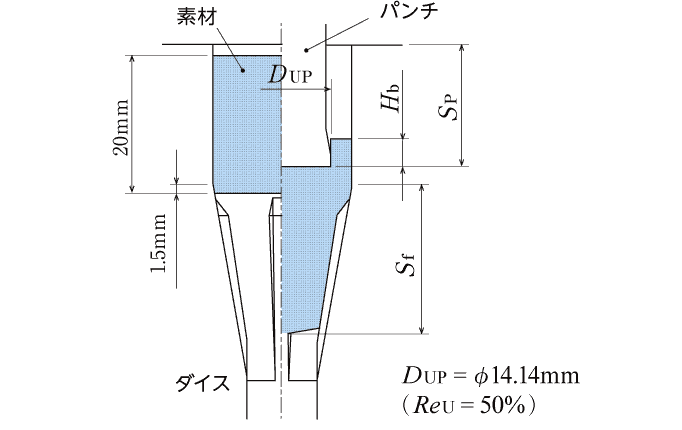 図3 アルミニウム合金冷間鍛造における潤滑剤性能評価試験方法(スプライン前方押出し)
図3 アルミニウム合金冷間鍛造における潤滑剤性能評価試験方法(スプライン前方押出し)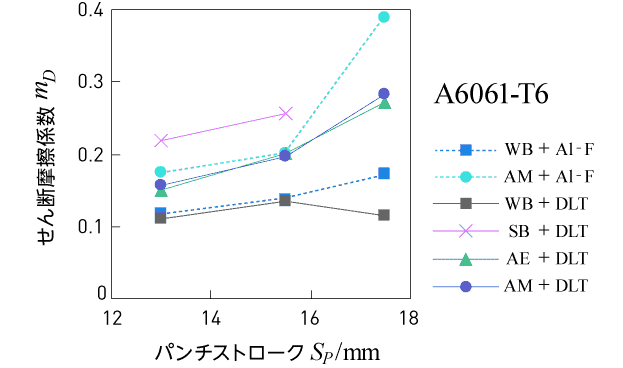 図4 摩擦係数の違いに及ぼす潤滑剤および表面処理の影響
図4 摩擦係数の違いに及ぼす潤滑剤および表面処理の影響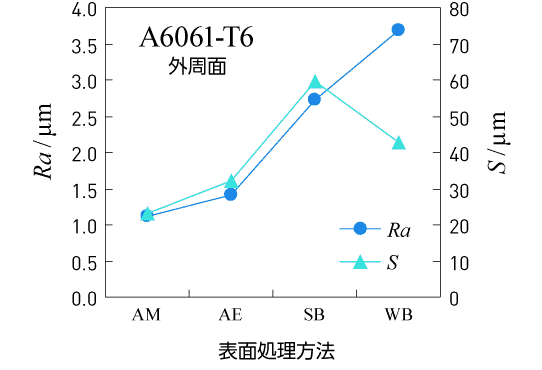 図5 表面処理と表面粗さ性状(RaおよびS)の関係
図5 表面処理と表面粗さ性状(RaおよびS)の関係早川らは上記の研究を参考に、ウェットブラストにより様々な縦横比の表面粗さを作り出し、その潤滑性能に及ぼす影響を調査しました 6),7)。すなわち、ウェットブラストにおいてメディアの種類や大きさ、投射圧、ノズルの移動速度や投射角を種々変えて、図6のような15種類のRSmとRaの関係の粗さを得ました。
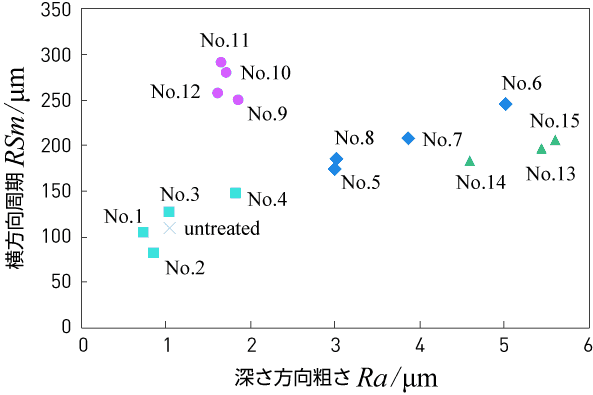 図6 種々のRaおよびRSmの組合せ
図6 種々のRaおよびRSmの組合せその後、前方テーパー缶後方直缶押出し型摩擦試験法(図5参照)を用いて一液型環境対応潤滑剤の摩擦係数を調べました。この試験は、下パンチ先端部の材料の面積拡大が大きく、実験では焼き付きが生じたため、摩擦係数の値は全体的に高いものとなりました。
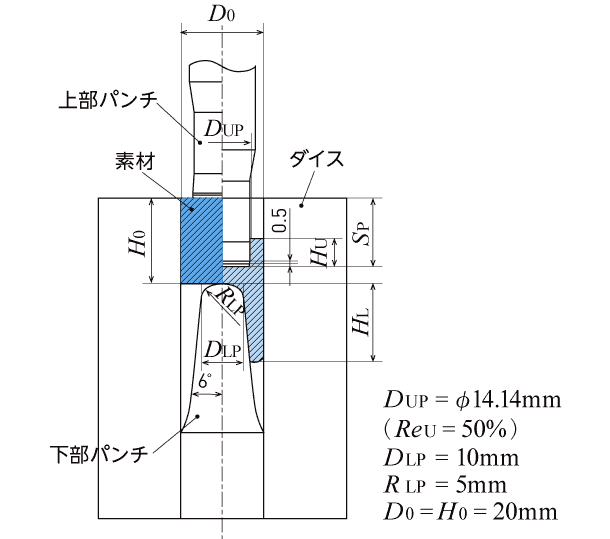 図7 前方テーパー缶−後方直缶押出し型潤滑性能評価試験
図7 前方テーパー缶−後方直缶押出し型潤滑性能評価試験図8および図9は、それぞれ算術平均粗さRaおよび粗さ曲線要素の平均長さRSmと、推定したμLPの関係を示します。これから、Raが大きくなるにつれてμLPは小さくなり、その相関は良好です。 一方、図9から、RSmが小さい方がμLPが小さくなる傾向はみられますが、その層間は良好ではありません。 以上より、Raがある程度大きく、RSmが小さくなる処理が潤滑性能の向上に有効であると考えられます。そこで、図10に、粗さのアスペクト比を表現する指標Ma = Ra / RSmによりμLPを整理した結果を示します。相関係数Rは -0.9108で、RaとμLPの場合のR = -0.8508より高くなりました。
以上より、表面性状と摩擦係数の関係については、Raによって第一義的に整理できるが、同程度のRaであれば、RSmのより低い表面が摩擦の低減に効果的であることが、MaによりμLPを整理することで示されました。実際には、ウェットブラスト処理では、噴射圧力やメディア粒径が大きいほどRaは大きくできますが、同時にRSmも大きくなる傾向があります。
最適な表面処理のため、処理方法の工夫・確立は、環境対応型潤滑剤の密着性向上、ひいては適用範囲拡大のために重要であると考えられます。
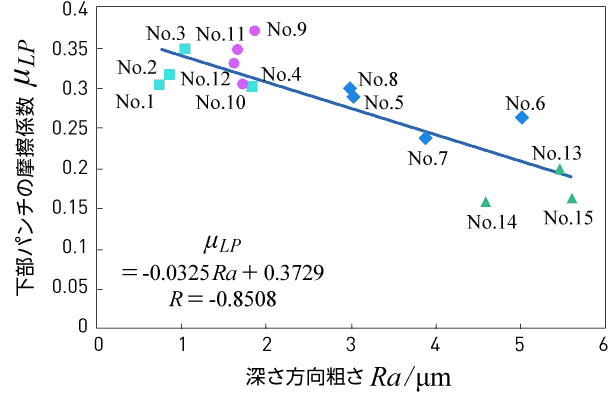 図8 下部パンチの摩擦係数と深さ方向粗さとの関係
図8 下部パンチの摩擦係数と深さ方向粗さとの関係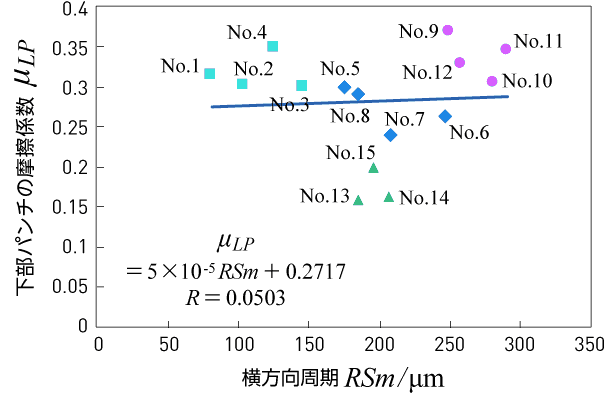 図9 下部パンチの摩擦係数と横方向周期との関係
図9 下部パンチの摩擦係数と横方向周期との関係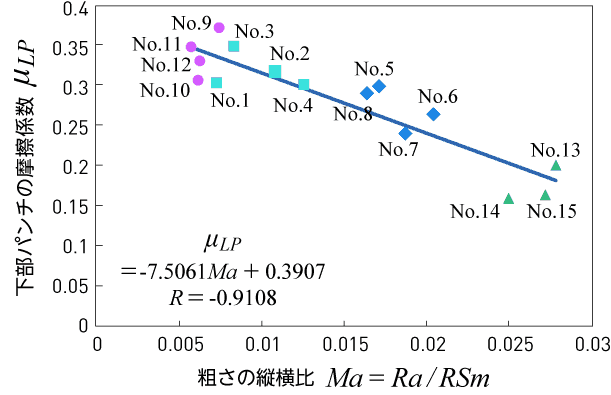 図10 下部パンチの摩擦係数と粗さの縦横比との関係
図10 下部パンチの摩擦係数と粗さの縦横比との関係参考文献
- ^ Z.G. Wang, S. Komiyama, Y. Yoshikawa, T. Suzuki, K. Osakada, Evaluation of lubricants without zinc phosphate precoat in multi-stage cold forging, CIRP Annals, 64, (2015), 285-288.
- ^ 大河内一輝, 八代寛隆, 吉川泰晴, 小見山忍, 王志剛, 冷間鍛造における潤滑下地処理の焼付きに及ぼす影響(1), 第66回 塑性加工連合講演会講演論文集, (2015), 303-304.
- ^ Y. Sagisaka, T. Nakamura, K. Hayakawa, I. Ishibashi, Evaluation of environmentally friendly lubricant for aluminum cold forging using friction test based on spline extrusion, Journal of Manufacturing Processes, 15, (2013), 96–101.
- ^ 鷺坂芳弘, 石橋格, 中倉敏成, 中村保, 早川邦夫, アルミニウム合金の冷間鍛造における環境対応型潤滑剤の性能評価, 塑性と加工, 57-664 (2016), 473-478.
- ^ 鷺坂芳弘, 石橋格, 中村保, 笹岡瑛嗣, 早川邦夫:第62回塑性加工連合講演会講演論文集, (2011), 103-104.
- ^ K. Hayakawa, T. Nakamura, Effect of Workpiece Surface Topography on Friction in Cold Forging Using Environmentally-Friendly Lubricant, Key Engineering Materials 767(2018), 157-162.
- ^ 早川邦夫, 中村保, 藤村俊之, 百合草未藻, 田中繁一, 吉田健吾, 冷間鍛造における環境対応型潤滑剤の潤滑性能に及ぼす素材表面性状の影響, 第66回塑性加工連合講演会講演論文集, (2015). 301-302.
著者紹介
早川 邦夫 - 静岡大学 教授
学術院工学領域 - 機械工学系列
創造科学技術研究部 - エネルギーシステム部門
大学院総合科学技術研究科工学専攻 - 機械工学コース
工学部 - 機械工学科
関連ページ
当ページに関連する導入事例および装置は以下となります。

