
替代抛丸・酸洗的去氧化皮工艺
改善并替代了传统的抛丸・酸洗工艺。
无粉尘,将污泥量减少到酸洗的1/20以下。
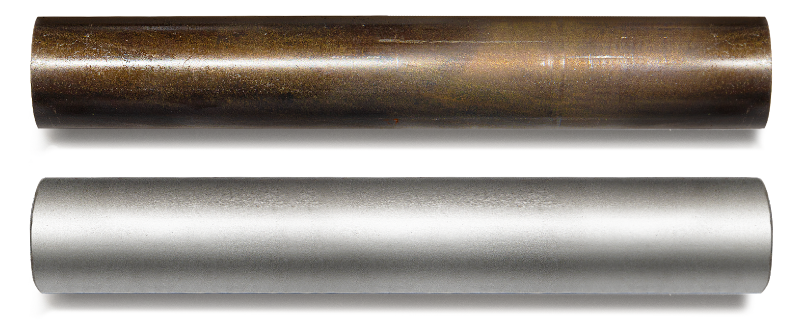
用湿式喷砂对钢棒进行去氧化皮(氧化皮膜、黑皮)的处理。
销售业绩
国家数
5+
采用企业
24+
導入营业所
30+
装置供货数量
56+
装置实例
这只是被采用装置中的一个例子。磨考公司的湿式喷砂装置基本上是完全可以根据用户要求自由设计的。


特征
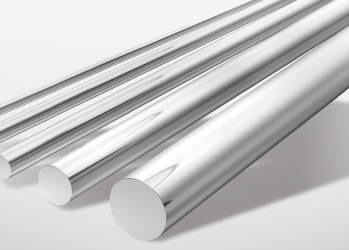
瘪痕小,磨料残留极少
通过使用超细磨料,解决了抛丸加工时的瘪痕较大的问题。并且,加工后嵌在表面的磨料残渣也极少发生。而且,因为是湿式的,所以不需要进行粉尘防护。

不使用酸、碱等化学药剂
因为是机械性研削,所以可以处理合金钢、碳素钢、不锈钢等而不受材料的抗化学性能影响。也不需要花费大量时间和能源的庞大的药剂层,直到出产品为止的工序都可以合流。
不需要剥皮,可缩短工艺
不会因为偏芯而使加工不均匀、不需要剥皮故不会减少尺寸。到水洗沥干为止是全自动的一条龙处理,可以节省空间。大大降低了去氧化皮工艺的时间和空间成本。
需要将金属材料加热到超过1000°C温度的热锻,加工完后,材料表面会产生一层由金属氧化物和锻造润滑剂碳化所形成的被称为氧化皮(氧化皮膜、黑皮)的硬皮。带着这层硬皮无法进入下一道工序的加工,因此必须要去除。
要除去这层皮,最普通的方法是抛丸,一般采用可以一次性加工几百个工件的履带式或转台式加工方法。但是,抛丸加工有很多问题,比如有表面残留、瘪痕等,锻造后的冷却也会占用时间和空间。虽然酸洗(化学药剂处理)也可以去除磷皮,但工件和工件的接触部位容易斑驳,还会产生大量的中和污泥等,有很多缺点。
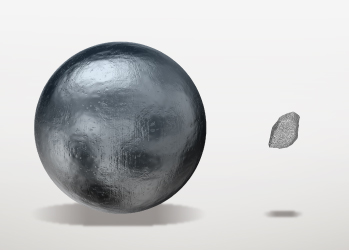
用湿式喷砂去除磷皮可以解决上述两种方法的所有问题。湿式喷砂最大的特征是细小且不易磨损的高硬度金属粒,因为使用水和这种细小磨料,所以和抛丸相比,不容易产生表面残留物和瘪痕,且不需要冷却时间。并且,同时使用复数支焊枪加工后的表面非常均匀,污泥的排放量只有不到酸洗的1/20。用湿式喷砂去除磷皮,可以得到光滑清洁的表面,提高下道工序的加工性能
