针对高精度数控刀具的技术
在众多的大型数控刀具制造商中实现了高附加值,以下介绍利用本公司的湿式喷砂装置加工数控刀具时所采用的“刀具的刃口珩磨”和“涂层前表面处理”和“涂层后表面处理”技术。
销售业绩
30多年前,日本任何一家企业对小众的湿式喷砂技术都没有经验,我们从零开始不断摸索,积累了丰厚的经验。
应用实例

刀具的刃口珩磨
介绍可以将刀具寿命最大延长3倍,并可精确加工刃口形状的,运用湿喷砂的刀具处理工艺。
应用实例详情

涂层前表面处理
介绍可以不损伤刃口,并且可以使涂层强度达到2倍以上的,运用湿喷砂的刀具处理工艺。
应用实例详情

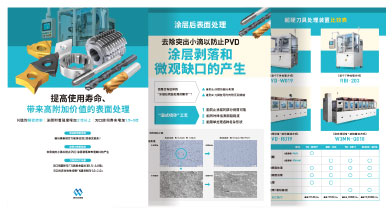
涂层后表面处理
介绍可以防止PVD涂层的剥落、崩碎、热裂的,运用湿喷砂的刀具处理工艺。
应用实例详情
相关产品

数控刀具单片处理装置
NEWVD-W019
在RBI-203的基础上,增加了通过简单的操作可以自动控制处理后刃口形状(K值)的新功能。
产品详情

数控刀具单片处理装置
RBI-203
这是一种逐个处理超硬刀片的装置。其特点是具有极高的加工精度的生产质量。
产品详情

数控刀具加工流水线
VD-R019
是一种自动湿式喷砂装置,可以将数控刀具连同托盘一起用2个8连喷枪统一处理。
产品详情

数控刀具加工流水线
W3MN-Q010
是一种自动湿式喷砂装置,可以将数控刀具连同托盘一起宽幅喷枪统一处理。
产品详情
数控刀具处理装置比较表
| |
NEWVD-W019 |
RBI-203 |
VD-R019 |
W3MN-Q010 |
| 用法 |
逐个工件处理方式 |
逐个工件处理方式 |
流水线设备・滚轮输送方式 |
流水线设备・滚轮输送方式 |
| 刃口珩磨 |
✔ K値控制Auto |
✔ K値控制:Manual |
|
|
| 涂层前表面处理 |
✔ |
✔ |
✔ |
✔ |
| 涂层后表面处理 |
✔ |
✔ |
✔ |
✔ |
| 加工能力 |
最多225件/Hr |
最多225件/Hr |
最多6000件/Hr |
最多12000件/Hr |
资料下载
这是一份介绍通过MACOHO湿喷砂处理使刀具寿命更长、附加价值更高的资料。资料中记载了关于“刃口钝化”,“涂层前处理”和“涂层后处理”的案例和特长以及相关设备。