
涂层前表面处理
介绍可以不损伤刃口,并且可以使涂层强度达到2倍以上的,运用湿喷砂的刀具处理工艺。
可以解决这些难题
- 希望能把妨碍膜基结合力的所有因素都除去
- 希望能去除表面的杂质和异物,脆弱的表层,微细的毛刺
- 希望能同时完成脱脂和清洗
- 希望处理后的基面是最适合涂层的状态

加工实例
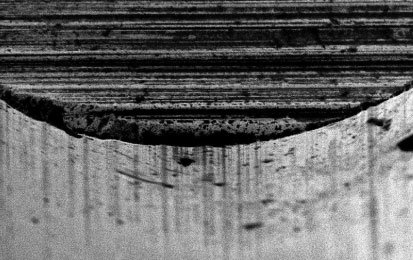
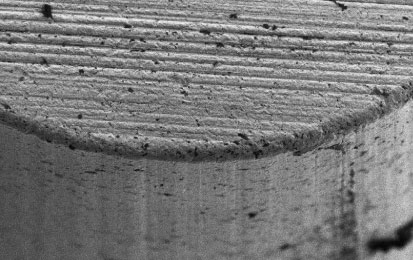
超硬刀具的涂层前表面处理
加工前
加工后
为了在数控刀具表层形成稳固的涂层,需要在涂覆前除去附着在表层上的不稳定层、脱模材料、油、氧化膜等妨碍涂覆的物质。湿式喷砂可安全且均匀地清洗各类附着物质。
本公司湿喷砂处理的特长

粘接强度约为2倍
湿式喷砂装置将表层极薄地削掉以便彻底洗净,以及使用精细的磨料形成均匀而细致的凹凸,从而形成最适合涂层的表面,提高粘接度。

不需要处理水质污染和粉尘
不需要使用危险药品来防止水质污染。排水量也可以通过装置的封闭化来降到最低。另外,因为不会像干式喷砂那样产生粉尘,所以可以构筑安全良好的制造流程。
稳定的自动大量生产
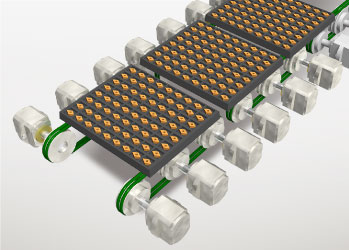
本公司的湿式喷砂装置仅需调控浆料的浓度,就可保证全批次产品质量稳定的生产。此外,还可以通过引进生产线机器来实现以托盘为单位的批量自动化生产。
相关产品




数控刀具处理装置比较表
| NEWVD-W019 | RBI-203 | VD-R019 | W3MN-Q010 | |
|---|---|---|---|---|
| 用法 | 逐个工件处理方式 | 逐个工件处理方式 | 流水线设备・滚轮输送方式 | 流水线设备・滚轮输送方式 |
| 刃口珩磨 | ✔ K値控制Auto | ✔ K値控制:Manual | ||
| 涂层前表面处理 | ✔ | ✔ | ✔ | ✔ |
| 涂层后表面处理 | ✔ | ✔ | ✔ | ✔ |
| 加工能力 | 最多225件/Hr | 最多225件/Hr | 最多6000件/Hr | 最多12000件/Hr |
加工形成最佳表面,可将涂层附着强度提高2倍以上
为了在数控刀具表层形成稳固的涂层,需要在涂覆前除去附着在表层上的不稳定层、脱模材料、油、氧化膜等妨碍涂覆的物质。湿式喷砂可安全且均匀地清洗各类附着物质。
湿式喷砂的涂覆前处理不仅可以去除附着物,还可以制造出最适合粘接的表层,可将涂层的粘接度提高到传统加工方法的2倍。湿式喷砂去除附着物质时只会削掉几微米的表层,同时形成细微的凹凸。由于凹凸产生的投锚作用,使涂层的粘接更加牢固。
刀刃珩磨处所介绍的逐个加工装置,在涂覆前处理也发挥着极高的加工水平。本公司还推出了以托盘为单位进行批量处理的生产线机器。本公司独有的8连喷枪和宽幅喷枪实现了均匀的表面处理,也可附加使用淤渣回收装置或磨料自动供给机来实现批量的自动化生产。
资料下载
这是一份介绍通过MACOHO湿喷砂处理使刀具寿命更长、附加价值更高的资料。资料中记载了关于“刃口钝化”,“涂层前处理”和“涂层后处理”的案例和特长以及相关设备。
相关页面
应用实例

相关页面
产品



