切削工具の刃先ホーニング
加工内容
- 削る
処理の目的
NC旋盤などの旋盤加工などに使用される切削工具(インサートなど)の製造工程で発生した、刃先のバリを除去し、刃先にR付け(刃先ホーニング)を行うことで、刃先のチッピングを防止します。
処理のポイント
- 刃先のR付けをおこなうことで、切削工具の寿命を最大3倍に延長
- 複雑形状も均一処理が可能
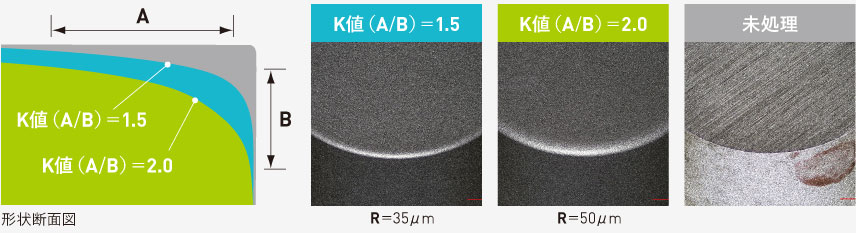
- すくい面と逃げ面R比率をコントロールし、K値(A/B比)を1.0~2.0に制御可能
- 微細研磨材により、±5%の高精度な処理が可能
問題点
プレス成型時
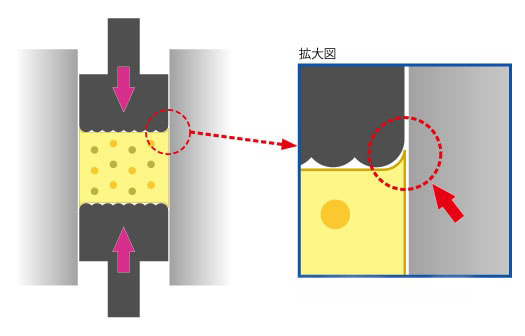
- 型と型の隙間にバリが発生する。
- 刃先の先端部からのコーティングの剥がれが発生する。
- ホーニング後の刃先のR形状がばらつく。
処理イメージ
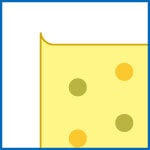
プレス成型後
未処理
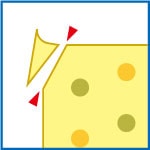
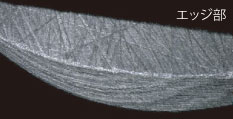
バリがある場合、端部のバリがチッピングして欠ける
ウェットブラスト処理後
1)刃先のバリ取り、およびRを付けることで、チッピングを防止
2)刃先の先端まで均一にコーティング可能
→工具寿命の延長(刃欠け防止)
処理事例
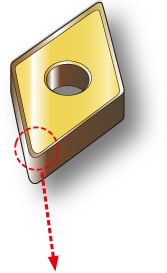
超硬チップ刃先ホーニング
スローアウェイチップ(インサートチップ)
未処理

ウェットブラスト処理後


超硬チップK値のコントロール