クランクシャフトのバリ取りとは?-オイルホールの品質がエンジン性能を左右する理由と最適工法-

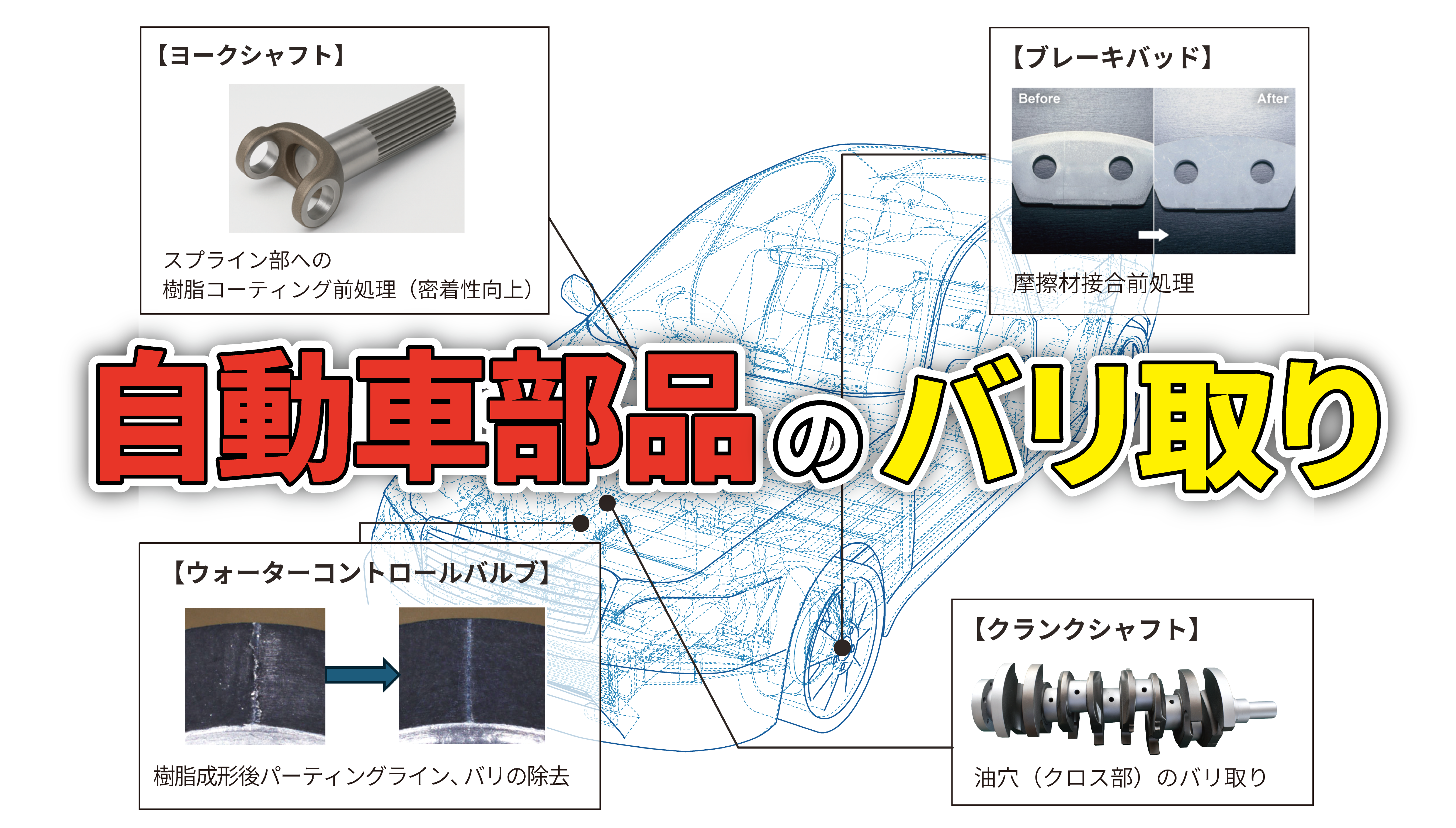
自動車エンジンの中核部品であるクランクシャフト。
その内部には、潤滑油を供給するためのオイルホール(油穴):図1 が多数設けられています。
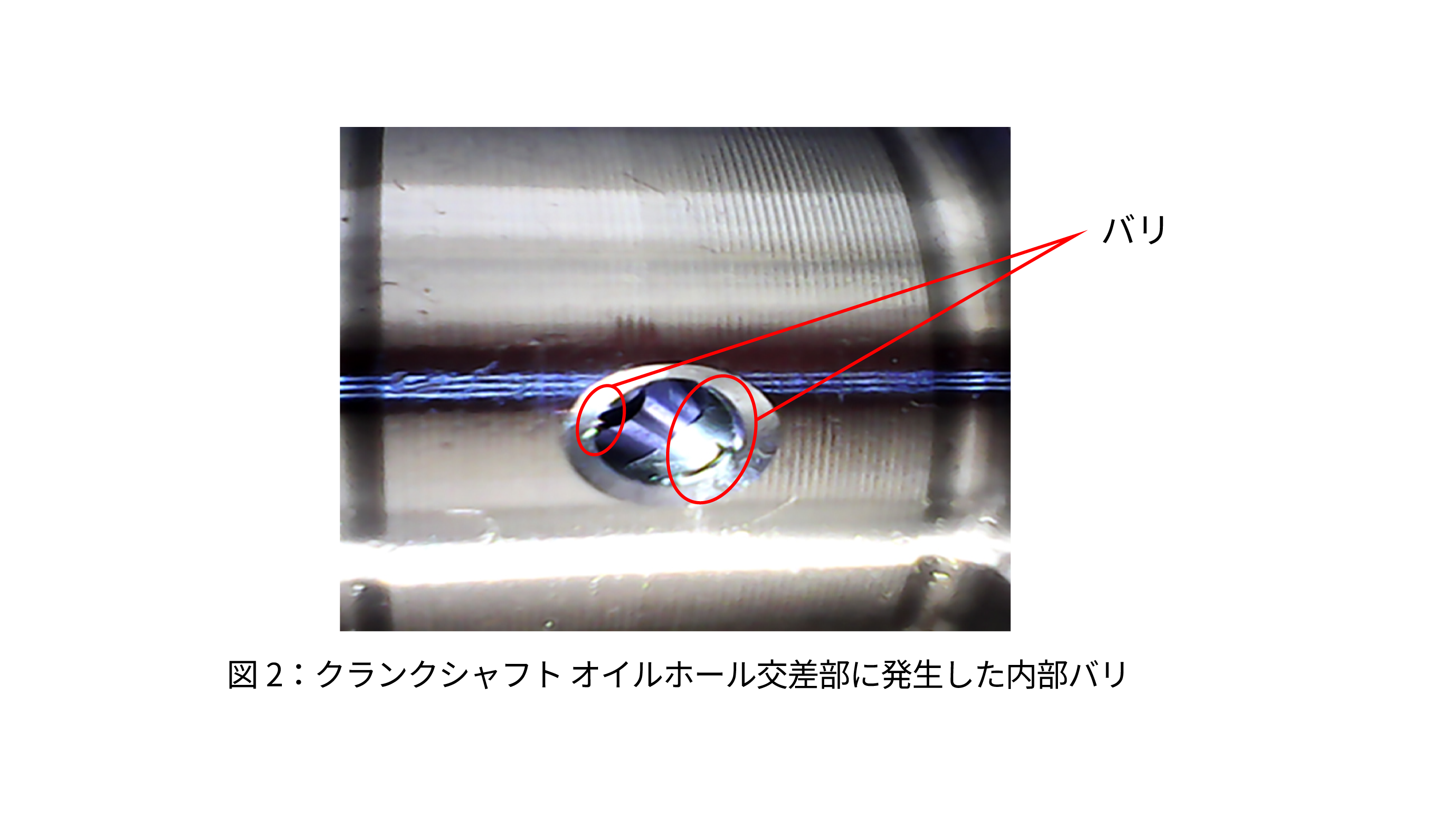
一方で、オイルホール加工後には、穴の交差部などに微細な「バリ」が発生する場合があります。
このオイルホールの加工後に発生する「バリ」の適切な処置は、エンジン性能・耐久性・信頼性に直結する極めて重要な要素となります。
今回は、クランクシャフトのオイルホールに発生する内部バリの課題と、従来工法の問題点、さらにウェットブラストによる精密バリ取りについて解説していきます。

オイルホール交差部の微細なバリは、一見小さな突起に見えますが、
潤滑不良や異物混入の原因となる場合があります。
1.クランクシャフトのバリとは何か?
クランクシャフトは、複雑な内部構造を持ち、クロス穴、V穴加工(交差する油路)、深穴加工、斜め穴加工、等により、穴の交差部に微細なバリ(図2)が発生します。
この目視しにくいバリは、潤滑不良(油流阻害)や、バリの脱落によるエンジン損傷など、重大な不具合の原因になる可能性があります。
 では、このような見えにくい内部のバリをどのように除去するのでしょうか?
では、このような見えにくい内部のバリをどのように除去するのでしょうか?2.従来のバリ取り方法とその課題
クランクシャフトのオイルホールバリ取りには、従来、図のような手法が使われてきました。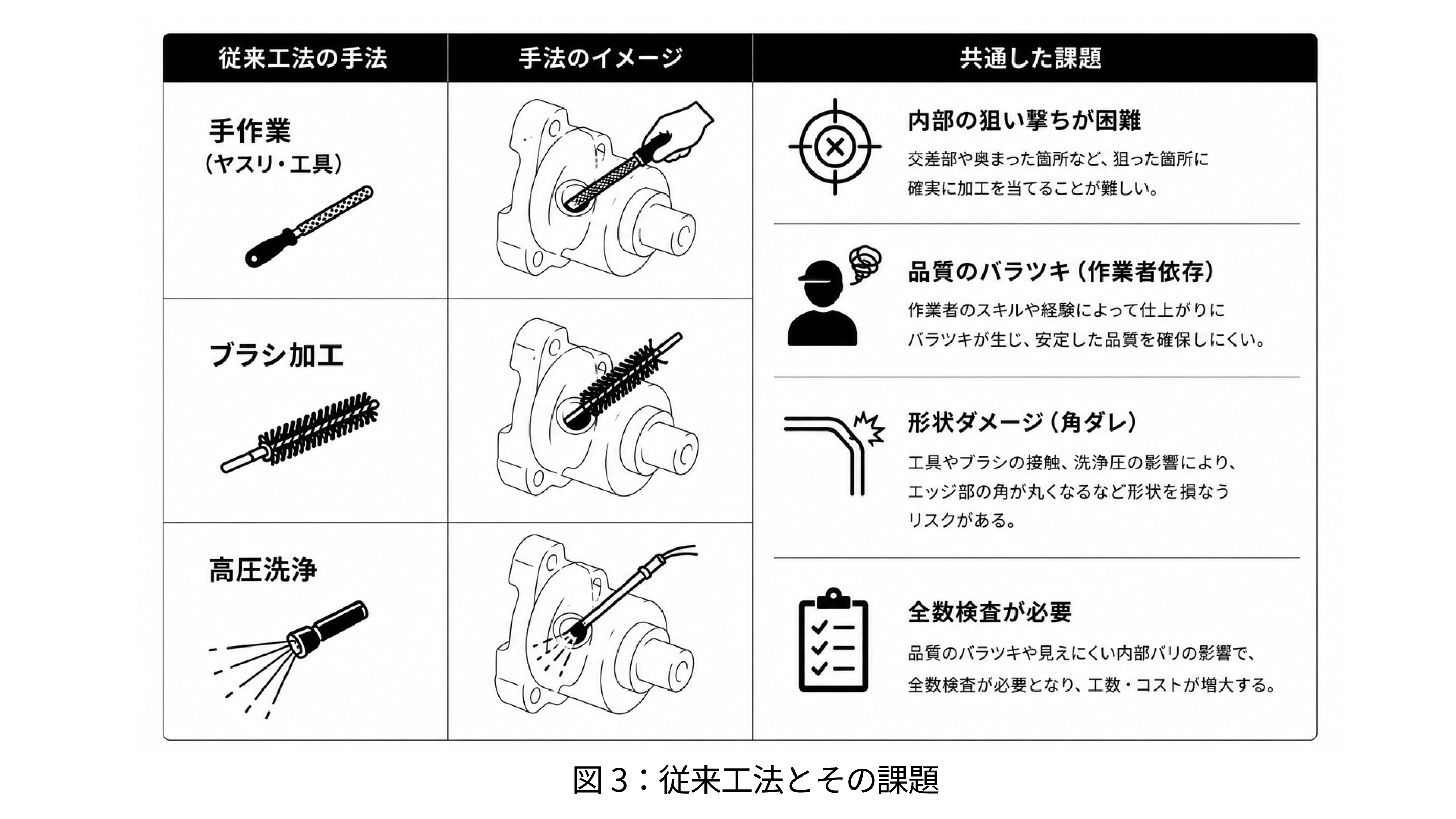
これらには、共通した課題が存在する上、特に「穴の奥」「交差部」の処理は難しく、品質保証のために検査工程が増えるケースも少なくありません。
また、検査をオフラインで実施せざるを得ないケースや、NG品の工程戻しが発生するケースも多く、機械加工との一貫ライン化、自動化の妨げになりがちです。
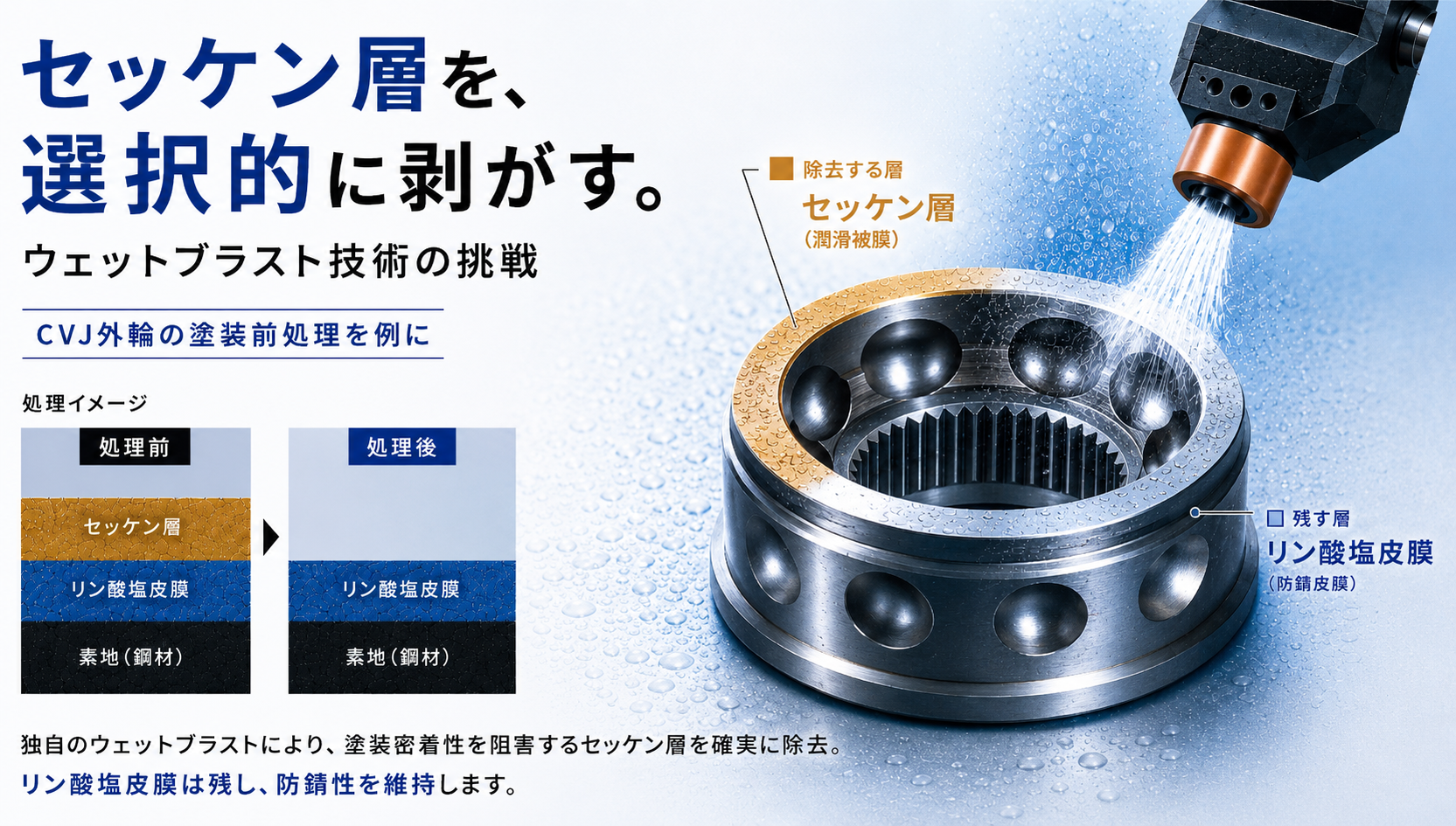
3.ウェットブラストによる精密バリ取り
1)狙い撃ちによる高精度処理
クランクシャフトの油穴に対して、ノズルを接近させてピンポイントで加工が可能です。
- バリのある部分を狙い打ちすることができる
- 水の効果で見えにくい箇所まで加工が届きやすい
- 微細な投射材が使えるため、面粗度悪化を防止、結果として口元形状の維持に繋がる
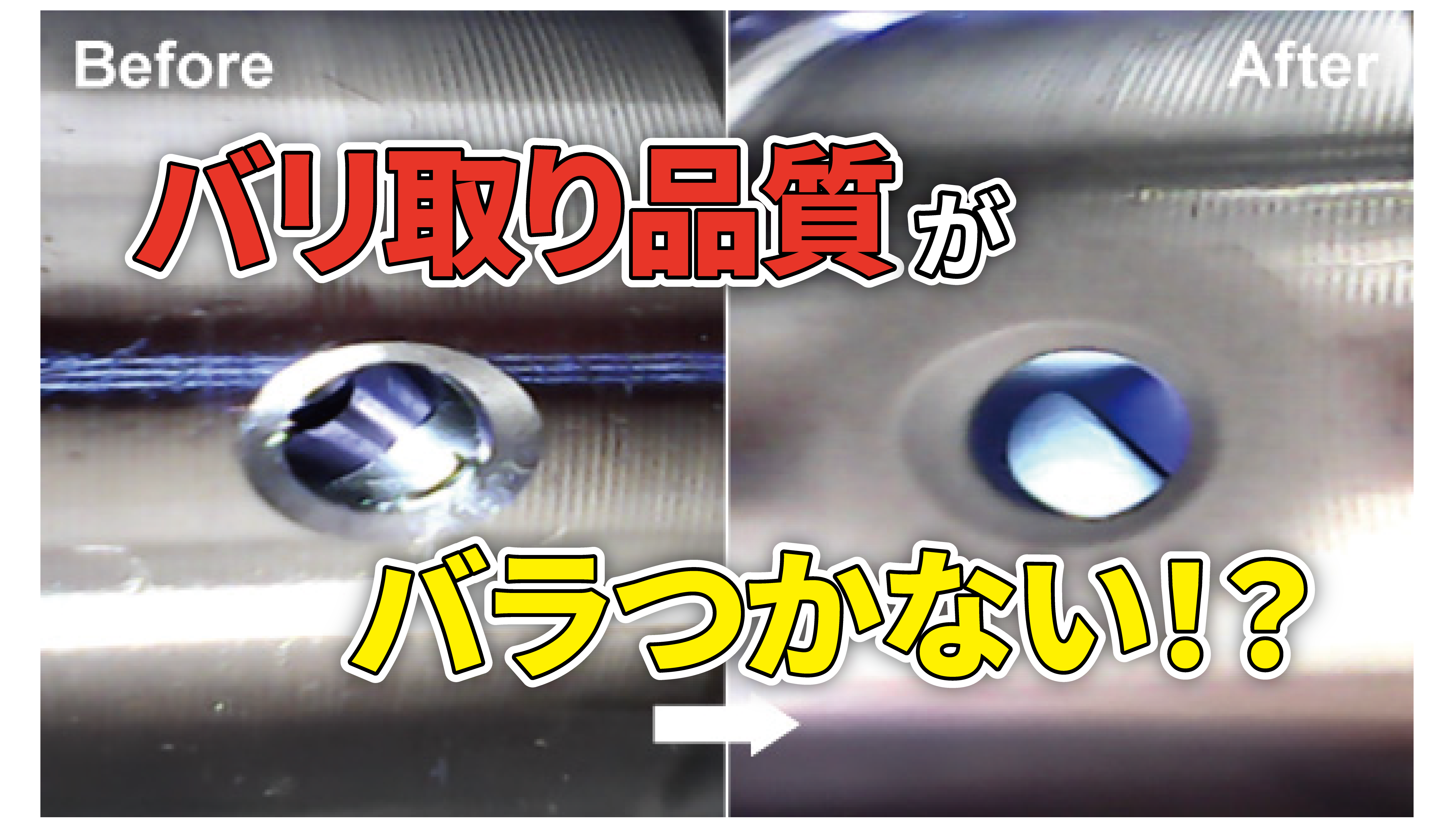
2)品質の安定化と検査工程削減
ウェットブラストは均一なエネルギーで処理するため、以下の結果を生み出します。
- 作業者依存なし
- バラツキ低減
- 再現性が高い
これらは、工程戻しの削減が可能、という大きなメリットにつながります。
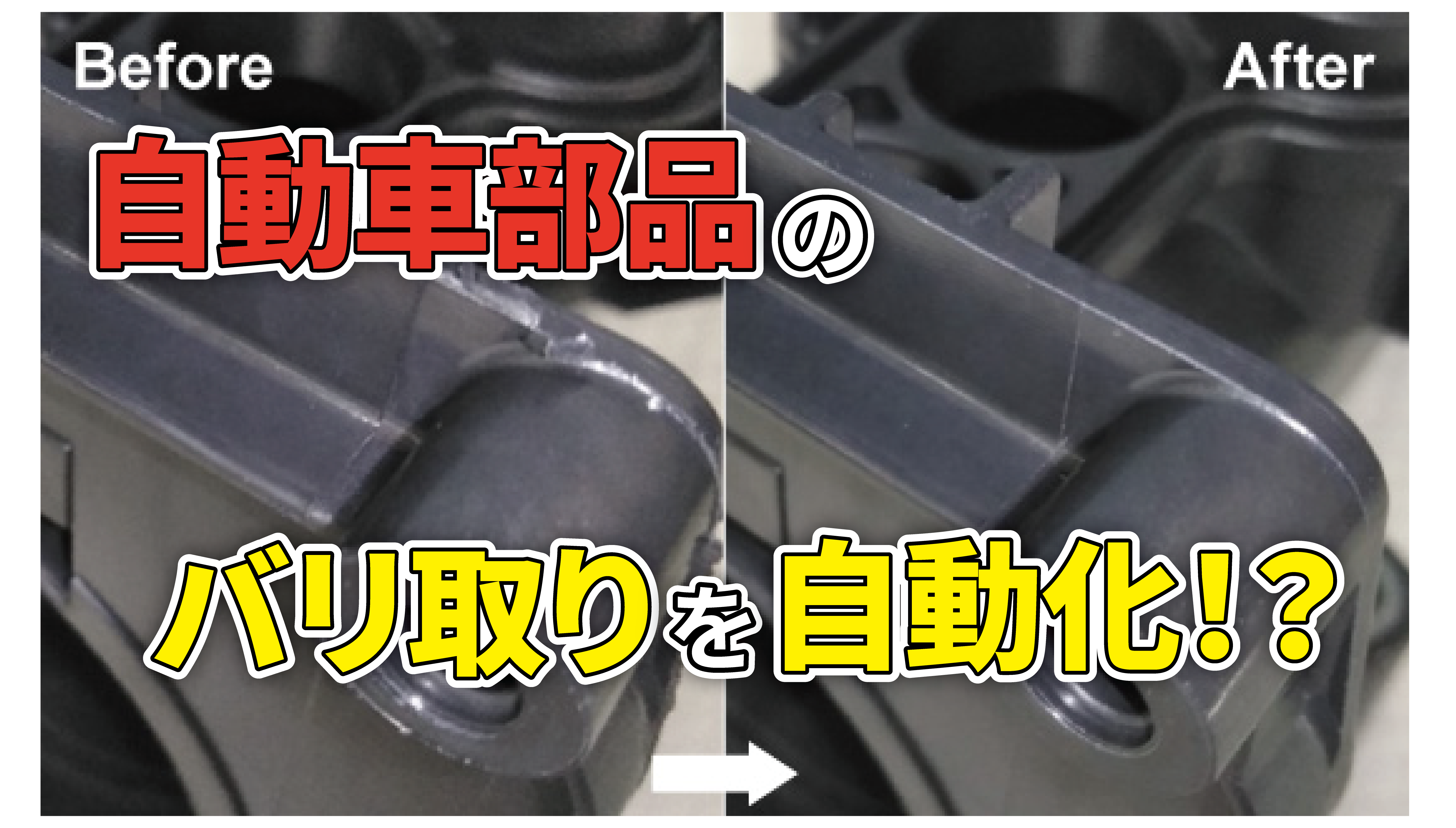
3)自動化による省人化・工程短縮
専用装置では、以下を自動化できます。
- ワーク投入/排出
- 油穴位置の割り出し制御(ガン複数制御による処理)
- ウェットブラスト後の簡易洗浄と水切り
「投入~処理~粗水洗・水切り」まで一体化した工程設計が可能で、高精度 × 高スループットの両立に繋がると考えています。
クランクシャフトの内部バリ処理でお困りの方は、お気軽にご相談ください。
4.まとめ - なぜ今、クランクシャフトのバリ取りが重要なのか
電動化シフトが進む一方で、すべての車両がEVに移行するわけではありません。
エンジン車が「あえて選ばれる価値」を持つ領域では、むしろバリ取り品質への要求は高まっています。
背景には以下の変化があります。
1)狙い撃ちによる高精度処理
高トルクエンジンではV穴構造が採用されるケースが多く、交差部バリの影響が直接的にエンジン信頼性に関わります。
2)品質の安定化と検査工程削減
小排気量ターボエンジンに代表されるダウンサイジングエンジンでは、小型ながら高出力・高回転を求められるため、オイル供給の精度がより一層重要になります。
3)自動化による省人化・工程短縮
限られた車種・高難度部品だからこそ、属人的な手作業に依存しない、再現性の高い自動化工程が求められています。
以上のことから、「人に依存しないバリ取り工程」への転換が求められていると考えています。
特にクランクシャフトのような高精度部品では、単にバリを除去するだけでなく、
- 必要な箇所だけを安定して処理できること
- 加工品質を再現性高く維持できること
- 自動化や一貫ライン化に対応できること
が、今後ますます重要になっていくと考えられます。
ウェットブラストは、こうした要求に対し、精密加工・品質安定化・省人化を同時に実現できる工法の一つとして、今後さらに活用が広がっていくと期待されています。
クランクシャフトの内部バリ処理においても、
品質安定化・省人化・工程短縮を両立する工程設計が求められています。
関連コラム