ピーニング処理の評価方法【第2回】

ピーニング処理の効果は、どのように確認されているのでしょうか。第2回である本稿では、処理強さの考え方から現場での評価方法までを整理して解説します。
1.ピーニング処理の強さ
第1回ではさまざまなピーニング工法を紹介しましたが、本稿では球状粒子を衝突させるショットピーニングを中心に説明します。
ピーニング処理の強さは、処理対象物の表層に付与される圧縮残留応力や、表面に形成される衝突痕の大きさなど、いわゆる「ピーニング作用」で示されます。(第1回コラム参照)
これらは、粒子が処理対象物に衝突する際のエネルギ量(=1/2mv²)に依存します(図1)。
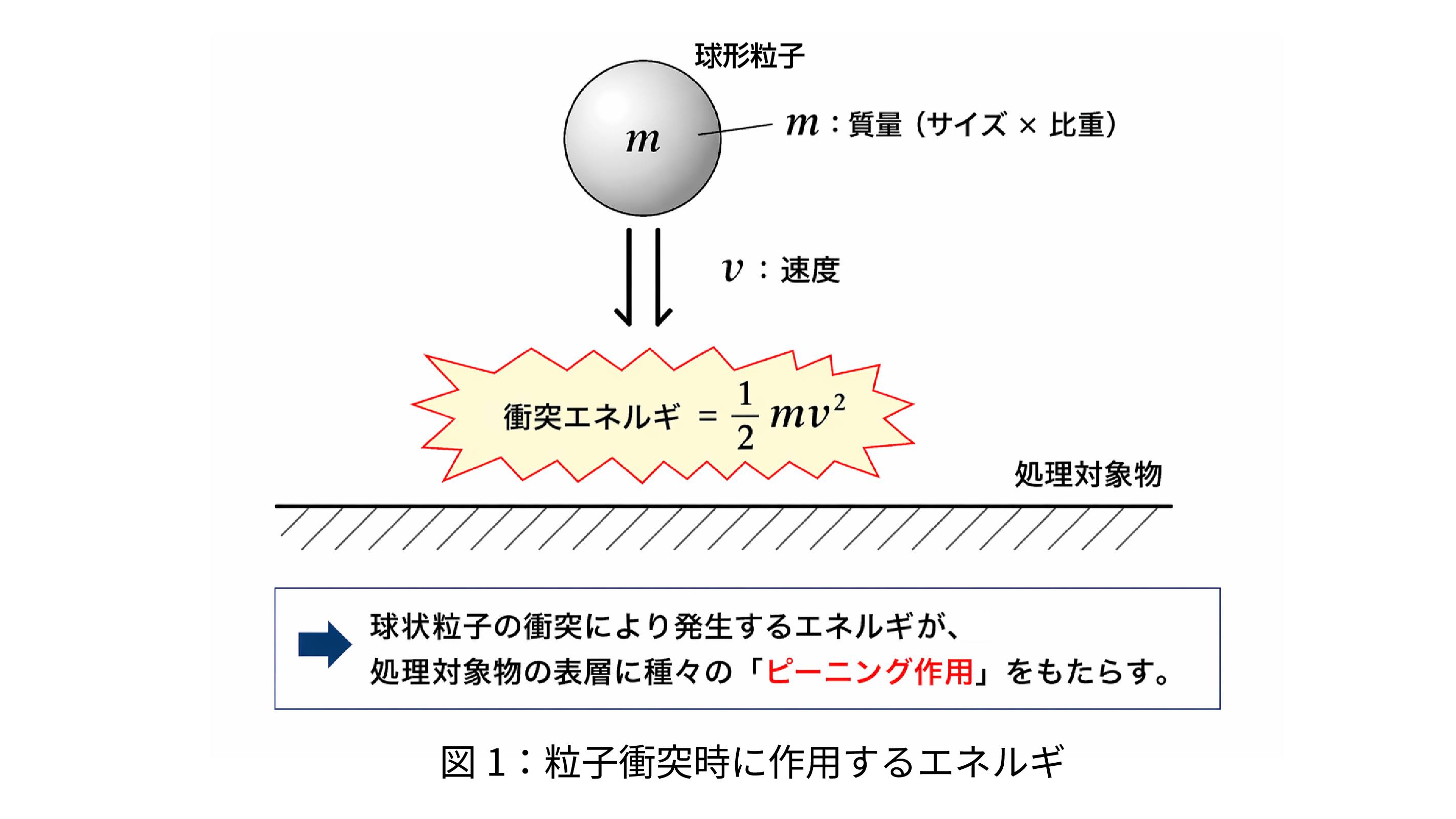
そのため、一般的に、球形粒子における以下の値が大きいほど、ピーニング処理の強さは増加します。
- サイズ
- 比重
- 硬度
- 速度
粒子硬度が高いほど、衝突エネルギが球状粒子自身の変形に消費されず、処理対象物に効率よく作用するため、強いピーニング処理が可能です。
2.ピーニング処理の定量評価
ピーニング処理の強さを示す「ピーニング作用」の値は、圧縮残留応力値や硬度、衝突痕の大きさなど様々であり、その計測方法も当然異なります。
例えば、圧縮残留応力の計測には、一般的にX線を用いた計測機が使用され、処理対象物の表面から内部にわたる深さ方向の応力分布を計測する際には、電解研磨によるエッチング作業が伴います。また、硬度計測には、マイクロビッカース硬度計など持ち運びが困難で、かつ、静穏環境下での使用が必要とされる計測機が用いられます。
そのため、ピーニング処理が行われている生産現場において、品質確認を行うこと(目標とするピーニング作用が十分に得られているのかを計測/確認すること)は容易ではありません。
そこで、アルメンストリップ(アルメン片)と呼ばれる試験片を使用した、ピーニング作用/処理品質の間接的な計測/評価法が用いられています(図2)。

3.アルメンストリップによる間接評価
アルメンストリップによる評価方法は、米国規格「SAE J442」で規定されています。
アルメンストリップは、高炭素ばね鋼で作られた試験片(約76×19mm、厚さ0.79~2.39mm)です。
片面にピーニング処理を行うと、表層の塑性変形によって反りが発生します。
この反り量は球形粒子の衝突エネルギに依存し、エネルギが高いほど大きくなる傾向にあります(図3)。
反り量は専用の測定器であるアルメンゲージ(図2)で測定され、測定された値を「アークハイト」と呼びます。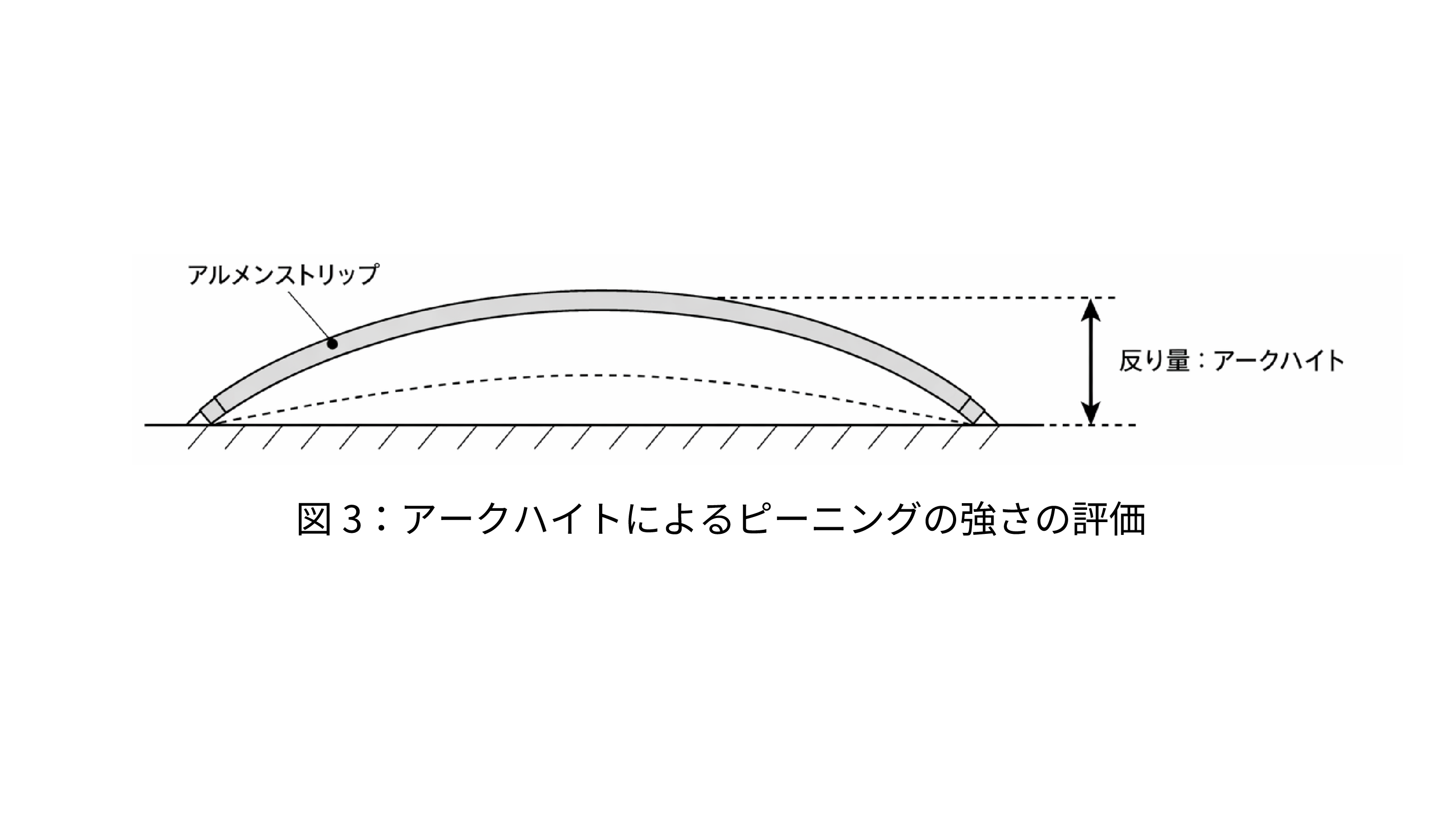
また、ピーニング処理の強さに応じて厚さの異なるアルメンストリップ(A・N・C片など)を使い分け、計測した値には種類のアルファベットを付けた単位(下記)を用いることで、どのアルメンストリップによる計測値かを判別します。
- mmA
- mmN
- mmC
実際の生産現場では、あらかじめ対象部品(ばねやギアなど)で目標とする残留応力が得られる条件(球状粒子、圧縮空気の圧力、またはインペラの回転速度など)を設定し、同処理条件でのアークハイト値(基準値)を確認しておきます。部品生産時には部品の残留応力測定を行わず、定期的にアークハイト値を計測し、基準値との差異を確認することで、品質を間接的に評価します。
4.カバレージによる評価
ピーニング処理の度合いを示すもう一つの指標として、「カバレージ(エリアカバレージ)」があります。
処理面を十分にピーニング処理するためには、処理面全体にもれなく球状粒子が衝突する必要があります。粒子が衝突すると衝突痕(円形の凹み)が形成されるため、処理面がどれだけこの衝突痕で覆われているかを視覚的に確認することにより、ピーニング処理の度合いを計ることができます。
任意の処理面において、全体の面積に対する衝突痕の総面積の割合[%]がカバレージです(図4)。
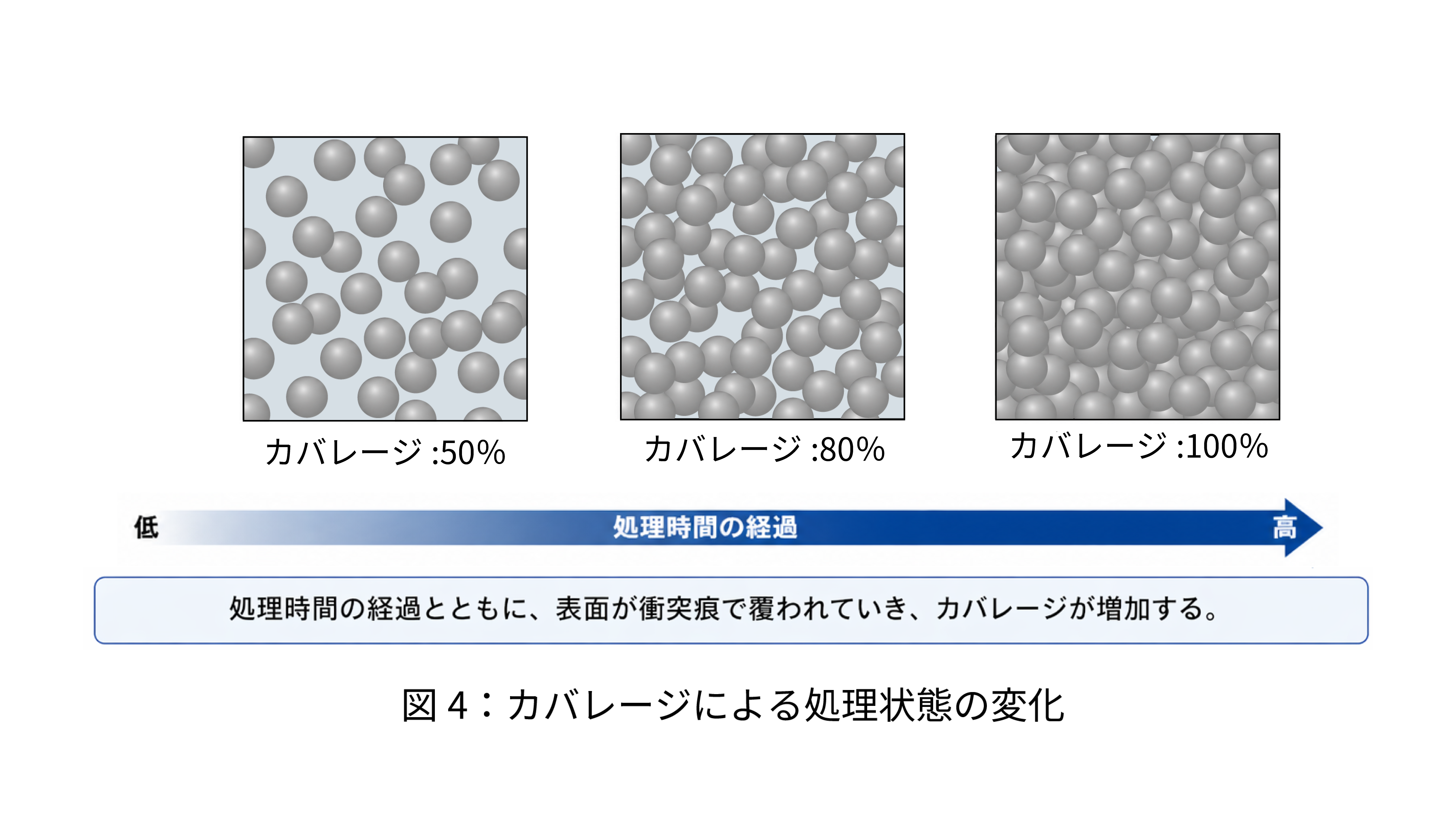
処理が進むほど処理面が衝突痕で覆われ、全面が衝突痕で覆われた状態がカバレージ100%となります。
カバレージ100%となった処理面では、何回も粒子が衝突した部分もあれば、1回しか衝突していない部分も存在します。したがって、どの部分も十分に処理が成される(複数回粒子が衝突する)よう、一般的には、100%を超えるカバレージ(例えば、300%:100%に達する処理時間の3倍の時間で処理した状態)で処理されます。
5.まとめ
本稿では、ピーニング処理の評価方法として、
- ピーニング処理の強さの考え方(エネルギ依存)
- アルメンストリップによる間接評価
- カバレージによる処理度合い評価
について説明しました。
次回は、ピーニング処理の主な目的である「圧縮残留応力の付与」に焦点を当て、その発生原理や必要性、効果について解説します。
ピーニング処理の基礎については、第1回もあわせてご覧ください。
ピーニング処理の適用検討や評価方法についてのご相談も承っております。
自社部品への適用や処理条件の検討についても、お気軽にお問い合わせください。
関連コラム

✎著者情報
グローバルマーケティング部 佐田 俊彦

_サムネイル-01.png)
