環境対応型1液潤滑剤でボンデを超える金型寿命を実現!? WLSコラムー(2)
環境負荷低減やカーボンニュートラルへの対応を背景に、冷間鍛造の潤滑工程でも、従来のボンデ処理を見直す動きが広がっています。
なかでも、スラッジや廃液を抑えられる環境対応型の1液潤滑剤は、有力な代替手段として注目されています。
一方で、「導入してみたが、期待したほど金型寿命が伸びなかった」「結局はボンデ処理に適わなかった」という声も少なくありません。
その原因は、1液潤滑剤そのものではなく、従来とは異なる“前処理の考え方”にあるのかもしれません。
本コラムでは、ウェットブラストによる下地処理と1液潤滑を組み合わせたWLSについて、前処理の重要性という観点から、その特長と有効性をわかりやすく解説します。
ボンデとの差を生んでいたのは、潤滑剤ではなく“素材表面”でした。
1.WLSによる1液潤滑プロセス
環境対応型の非化成潤滑剤(以下、1液)の導入を検討したものの、
「やはりボンデには敵わなかった」——。
そのようなお話を、現場の技術者から数多く伺います。
しかし、その原因は潤滑剤そのものではなく、素材表面にあるのかもしれません。
前回のコラムでも紹介したように、1液潤滑剤においては素材表面の状態が潤滑性能を大きく左右することが明らかになっています。つまり、1液塗布の下地処理が、従来以上に重要になっているといえます。
では、1液に適した下地処理を実際の生産ラインでどのように実現すればよいのでしょうか。
次のセクションからは、下地処理として有効なウェットブラスト[1][2]を1液潤滑と一体化した設備「WLS(Wetblast Lubricant System)」について平易に解説します。
2.従来の潤滑工程が抱える課題
冷間鍛造では長年、化成皮膜処理(ボンデ処理)が主流とされてきました。
しかし近年は、環境負荷やエネルギー消費、廃液処理といった課題から、工程の見直しが求められています。
従来の潤滑工程には、加温・保温のためのエネルギー消費が大きくなる[3]ことを始めとした、以下のような構造的な課題があります。
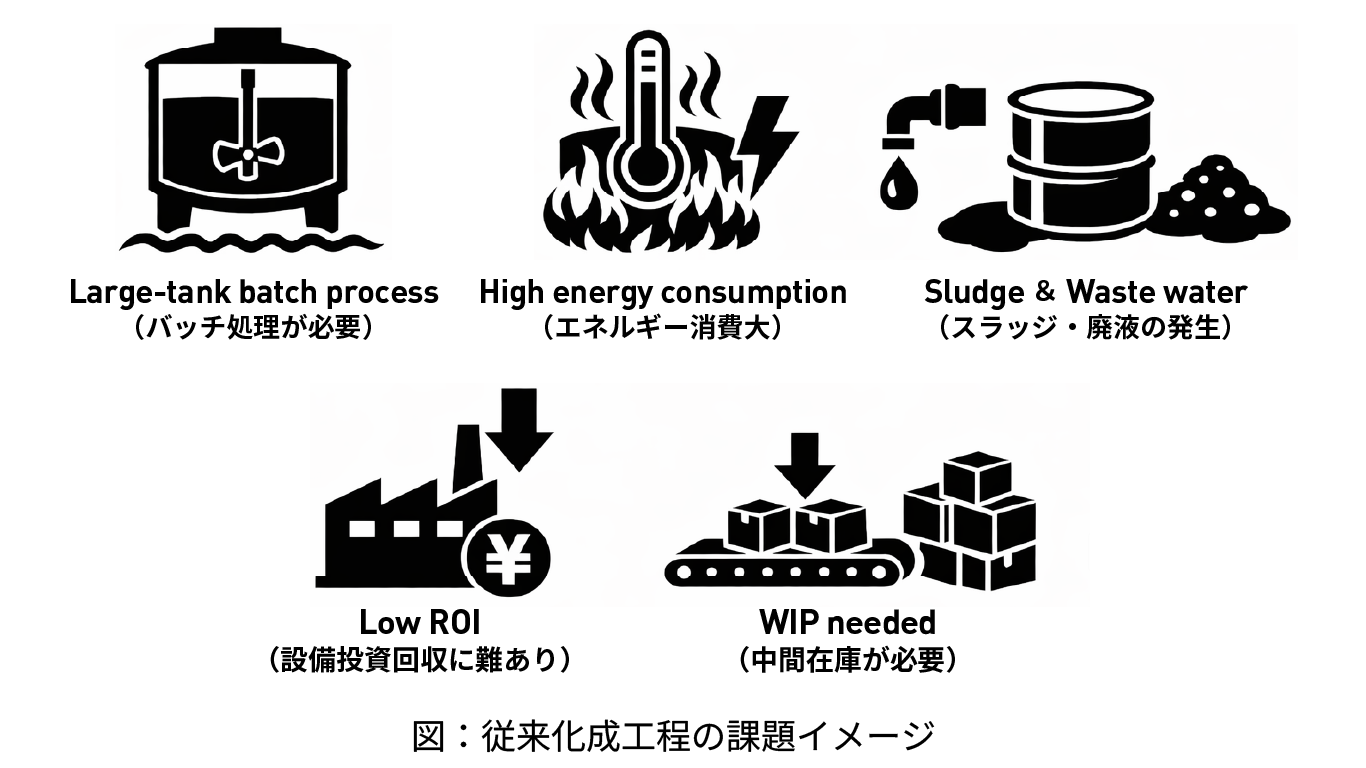
特にカーボンニュートラルへの対応が求められる現在、部品製造工程全体の環境負荷低減は重要なテーマとなりつつあります[4]。
では、これらの課題を解決しながら、1液潤滑を安定して機能させるにはどうすればよいのでしょうか。
3.前処理と潤滑を一体化したWLS
こうした背景から開発されたのが、素材の下地処理から潤滑処理までを一貫して行う設備である、
WLS(Wetblast Lubricant System)です。
WLSでは、従来の潤滑工程を
- ウェットブラストによる下地処理
- 1液のスプレー塗布・乾燥
というシンプルな工程に置き換え、1台の装置内で連続的に行います。
WLSは素材を一つずつ順送しながら処理していく構成となっており、図.1に示すようにプレス機の前にインライン配置することで、素材投入から冷間鍛造までの工程をコンパクトに構成することが可能になります。
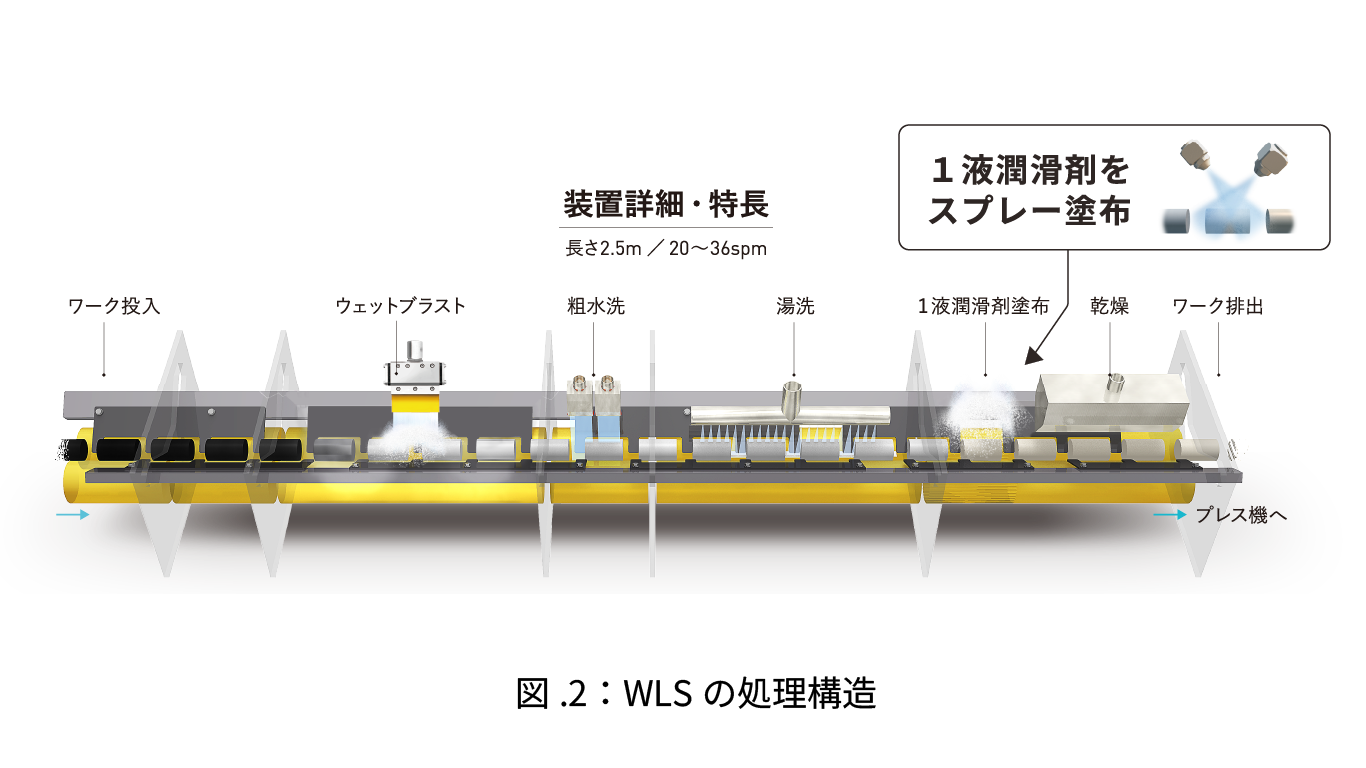
また、図.2で示すようにWLSでは、下地処理と潤滑工程を長さ2.5mの装置1台に集約し、ワークをスラスト搬送することでキズ・打痕が発生しない事も大きな特長です。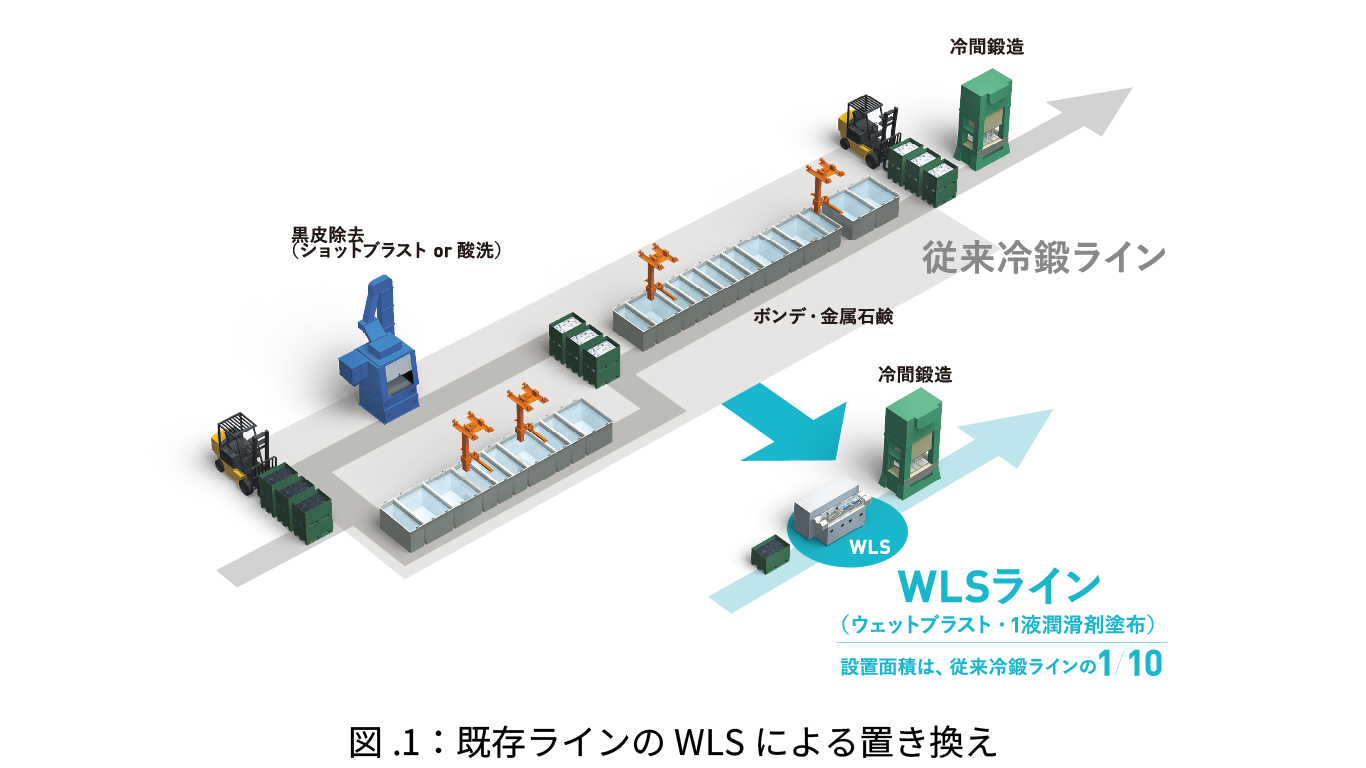
WLSは、単に工程の置き換えだけでなく、生産性や環境負荷の面でも従来工程とは異なるメリットをもたらします。
▶ WLSのメリットを見る前に実際の導入事例を見てみる
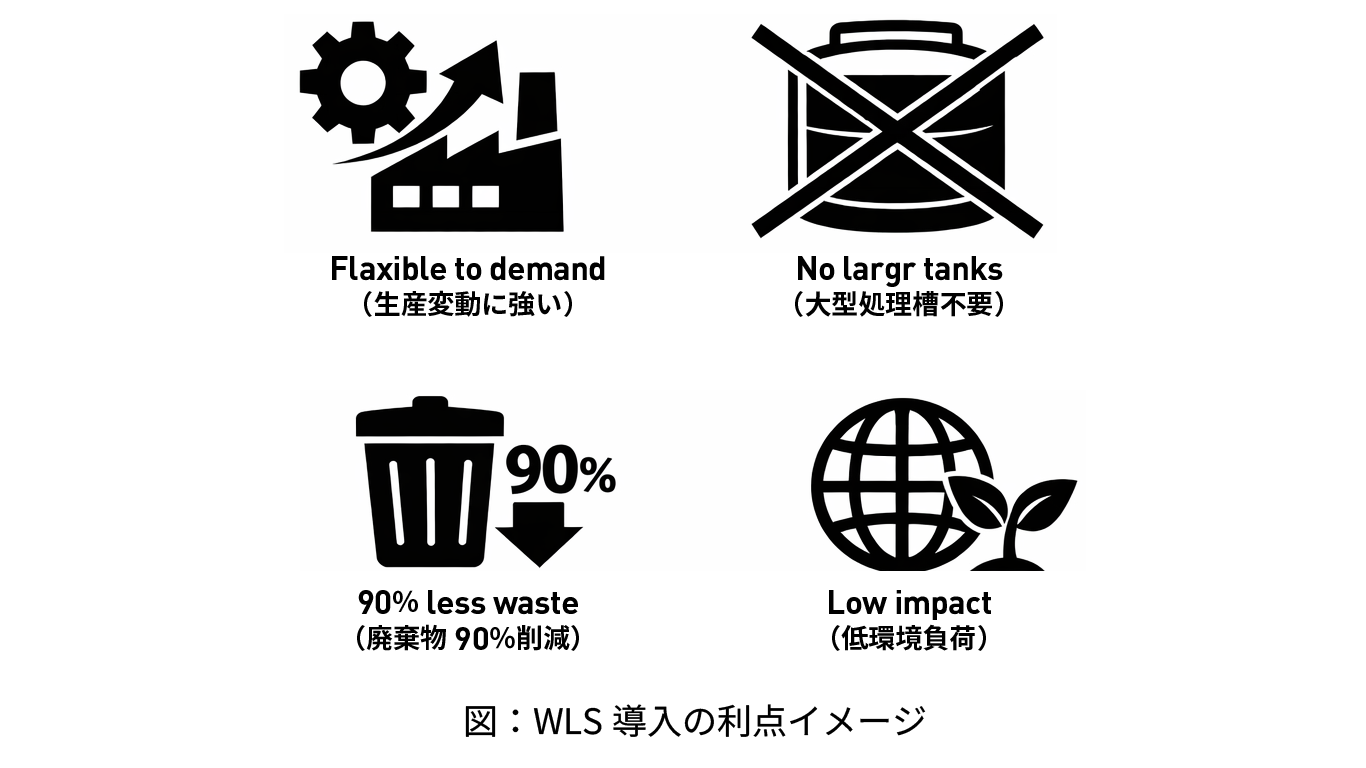
4.WLS導入の利点
WLSは、1液潤滑の性能を引き出すだけでなく、生産性や環境負荷の面でも従来工程にはない利点を持っています。ここでは、生産変動への対応力と環境負荷低減という2つの観点から、WLS導入のメリットをご紹介します。1)生産変動に柔軟に対応
従来の潤滑工程では、大型の処理槽を一定量稼働させることを前提にコスト設計がなされています。そのため、生産量が少ない状態では経済合理性という面で不利になります。
一方、WLSでは潤滑工程に大きな処理槽を必要とせず、1液のスプレー塗布&乾燥のみで構成しているため、生産量の変動があっても合理性を大きく損なうことがありません。
需要変動の大きい生産ラインや、安定した生産計画を立てにくい海外拠点でも導入しやすい点は、WLSの大きな利点といえるでしょう。
2)環境負荷の低減
環境負荷低減の観点からも、WLSは従来の潤滑工程とは大きく異なる特徴を持ちます。
化成皮膜処理では、処理工程からスラッジや廃液の発生が避けられません。
これらは産業廃棄物として処理する必要があり、環境負荷や処理コストの要因となります。
これに対し、塗布乾燥型の1液が環境負荷低減に有効であることは広く知られています。WLSの1液潤滑は大型の処理槽を必要としないスプレー塗布方式を採用していますので、生産量に変動があった場合でも、製品1ヶあたりの環境負荷が大きく変動することはありません。
実際にWLSを採用した生産ラインでは、
産業廃棄物の発生量を90%以上削減できた事例も報告されています。
さらに設備はオール電化構成とすることも可能であり、再生可能エネルギーと組み合わせることで、潤滑工程のカーボンニュートラル化にも寄与します。
WLSによる環境負荷低減は、実際の生産ラインではどの程度のCO₂削減につながるのでしょうか。
5.1液なのに金型寿命が5倍に向上!?
ウェットブラストによる下地処理と1液を組み合わせることで、従来は1液の適用が難しいとされていた加工にも対応できる可能性が広がっています。
例えば、ピニオンギヤの閉塞鍛造のような比較的厳しい加工条件においても1液による量産が実現し、従来の化成皮膜処理と比較して金型寿命が5倍に向上した例も確認されています。
このように、素材表面の状態を適切に整えることで、非化成潤滑の適用範囲は着実に広がりつつあります。
6.まとめ
冷間鍛造では長年、潤滑性能の多くを化成皮膜に依存してきました。
そのため前処理は、スケール除去や表面洗浄といった準備工程として捉えられることが一般的でした。
しかし、1液の普及とともに、前処理は単なる準備工程ではなく、潤滑性能を左右する表面機能を形成する工程としての役割を持ち始めています。
WLSは、この新しい前処理の考え方を実際の生産ラインで実現する設備です。
環境対応と経済合理性の両立が求められる現在、WLSによる1液潤滑プロセスは、冷間鍛造の新しい潤滑技術として、今後さらに多くの分野で活用が進むことが期待されます。
もし現在、1液潤滑を導入したものの「やはりボンデには及ばない」と感じているのであれば、その原因は潤滑剤ではなく、前処理にあるのかもしれません。
1液の性能を十分に引き出し、環境対応と金型寿命を両立したいのであれば、ウェットブラストによる新しい前処理と1液を組み合わせたWLSの可能性を検討してみてはいかがでしょうか。
自社ラインへの適用可否や、サンプルテストについてまずは相談してみませんか?
関連コラム
✎ 著者・参考文献
本コラムは、以下の学術論文および学術誌の内容を参考に、製造現場向けに再構成した解説記事です。【著者】
グローバルマーケティング部 橘 和寿 (博士:工学)
【参考文献】
[1]橘 和寿, 正木 敏裕, 北村 憲彦:環境対応型潤滑処理前のショットブラストが塑性変形による自由表面の粗化に与える影響, 塑性と加工, 2024年 65 巻 760 号 pp. 67- 72
https://doi.org/10.9773/sosei.65.67
[2]橘 和寿, 北村 憲彦, 喜田 守, 宇田 日向:ショットブラスト後に冷間鍛造用環境対応型潤滑剤で潤滑処理した材料表面の化学分析と潤滑性能評価, 塑性と加工, 2024年 65 巻 760 号 pp. 73-78
https://doi.org/10.9773/sosei.65.73
[3]高橋寛和,林直樹,慶島浩二,松井浩孝:1液潤滑化によるボンデ処理廃止,第15回資源循環型ものづくりシンポジウム, 2010, pp. 140-147.
[4]環境省:再生可能エネルギー等の温室効果ガス削減効果に関するLCAガイドライン, 2021, pp. 1-13.
https://www.env.go.jp/earth/ondanka/lca/lca_guideline01kaitei01.pdf
_サムネイル-01.png)

