



プロフェッショナルが解説するウェットブラスト|基礎vol.1

圧縮空気・液体・研磨材
弊社へのお問い合わせの多くは、お客様が抱える技術課題です。
ある素材に対して、粗化・除去は可能か?その実績は?装置提案をしてもらえないか、など。
日々、いただく多様な課題にお応えさせていただいていますが、技術課題のご相談の他にもうひとつ、よくご質問いただくことは、やはり「ウェットブラスト技術そのもの」に関してです。
ウェットブラストの原理は?仕組みは?特長は?
他の表面処理工法とどう違うのか?など。
様々な製造工程で使われるサンドブラスト、ショットブラストなどの乾式ブラストに比べて、湿式のウェットブラストに携わる企業は世界的に見てもかなり少なく、「そもそもニッチ」であることは否めません。
さらに、一般消費者の目に触れにくいBtoB商材であるケースが圧倒的に多く、加えて、ニッチでありながら重要な工程を担っている場合が多々存在し、お客様との秘密保持契約で技術が公開できない場合もしばしばあります。
つまり、発信される情報が極めて少ないのです。
そこで、当シリーズ「プロフェッショナルが解説するウェットブラスト」では、ウェットブラスト技術やその研究、試験、技術発信に長年携わった経験を活かし、現在、お客様の課題対応を最前線で支える営業技術部の佐田が、基礎や特長をあらためて解説したいと思います。
当技術の情報に関して、その収集しにくさに苦労されている企業様へ、当コラムがささやかな一助になれれば幸いです。
第一弾は、ウェットブラストの基礎①「圧縮空気・液体・研磨材について」。
まずは、ウェットブラストの基礎中の基礎、原理と構成要素を解説します。
圧縮空気(圧縮エア)

圧縮空気は、ウェットブラストにおいてスラリー(水+研磨材)を加速するために必要となる「エネルギー」です。
気体は、その体積を縮めることができ、縮められた気体(圧縮空気)は元に戻ろうとする力(空気圧エネルギー)を蓄えています。そして、このエネルギーを得るために必要なのが、気体を圧縮する装置、コンプレッサーです。
つまりコンプレッサーは、ブラスト加工時の必須機器と言えます。
ウェットブラスト加工時における圧縮空気の役割は、主に以下の4つとなります。
- 圧縮された空気の膨張力を利用し、スラリーを被加工面へ高速で投射する。
- ブラストノズル内部でスラリーと衝突し、粒子と水を小さなミスト状に分解し投射する。これは、被加工面への圧力を下げる効果がある。
- 膨張した空気は大量で湿度が低いため、スラリーやブラスト内での冷却効果がある。
- 水との相乗効果により、被加工面にある粒子・削れカス・汚れを瞬時に除去できる。
<参考> コンプレッサーのおもな仕様
| モータ出力 kW | 15 | 22 | 37 | 55 | 75 |
|---|---|---|---|---|---|
| 吐出し空気量 m3/min | 2.3 | 3.7 | 6.1 | 9.0 | 12.3 |
| 元圧力 MPa | 0.69 | ||||
液体(スラリー)

ウェットブラスト用の水は、主に水道水・工業用水が使用されますが、ここで注意が必要なのは、その水に含まれる微細固形物です。
被加工面の品質、及び、使用する研磨材の形・大きさによっては、上記の問題により、フィルターの使用が必要となる場合もあります。また、品質のみでなく、装置機器への影響も無視できないケースがあります。
ウェットブラスト加工時における、液体の役割はおもに以下の6つです。
- 水と研磨材の濃度の均一化、粒子の液体としての搬送性、流量・圧力の制御性、研磨材の周囲への飛散防止の効果。(粒子と液体の混合体化により、非圧縮性流体として取り扱うことができる。)
- 微小粒子においても容易にノズル内で加速できる。(気体より質量の大きい水が間接的に粒子の加速体となる。)
- 質量のある高速水流が被加工面にある削れカスや汚れを除去する効果がある。 同時に被加工面へ衝突した粒子自体も除去することができる。
- 投射された水が被加工面の熱を吸収、冷却効果がある。(静電気も発生しない。)
- 加工後の新生面を水膜が保護している。周囲の空気との反応を防止することで変色・錆等を防ぐ効果と、汚れ等の再付着防止に繋がる。同時に汚れ等は水膜上に存在するため、仕上げ洗浄で除去しやすい。
研磨材(メディア)

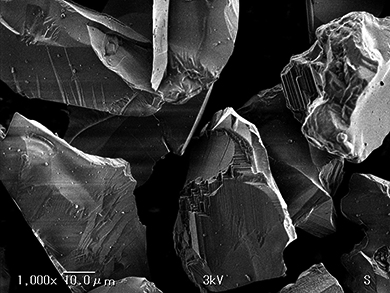
研磨材(メディア)は、大きく「多角形状粒子」と「球状粒子」に分けられます。
粒子の表面性状・組成・硬度・比重等により、被加工面への影響は変化します。しかし、基本的には表面を削る・叩くといったことが、研磨材の役割です。
ウェットブラストで使用される研磨材の、一般的な要求事項としては以下のようなものがあります。
- 機械的強度が大きく衝突に対して容易に破砕しないこと(スラッジが出にくい)。
- 水及び水溶性薬品(例えば脱脂剤や防錆剤)に対して、膨潤・硬度変化・体積変化が起こらず安定性があること。
- 水を使っている為、基本的に比重が1以上であること。 比重の選択範囲は10以下が望ましい(スラリーとしての流動性に影響してくるため)。
- 処理表面の均一な仕上げ面を考慮した場合、粒度分布は中心径に対してシャープである方が良い。
- 安価であり、入手ルートが安定していること。
研磨材の形状や材質、使用用途などをまとめたウェットブラスト入門「研磨材とは」についてはこちらから。
https://www.macoho.co.jp/wetblast/seminar/2-1.html
<参考> ウェットブラストで用いられるメディアの一般的な選択範囲
| 材質 | 比重 | 新モース | 形状 | 粒子径範囲 | |
|---|---|---|---|---|---|
| セラミックス | アルミナ系 | 3.93 | 12 | 多角形状 球状 |
3~600μm |
| ジルコニア系 | 3.85 | 9 | |||
| 炭化ケイ素系 | 3.22 | 13 | |||
| ガラス | ホウ酸系 | 2.5 | 6.5 | 球状 | 5~400μm |
| ソーダ系 | 2.5 | 6.5 | |||
| 樹脂 | ナイロン系 | 多角形状 球状 |
80~800μm | ||
| フェノール系 | 1.3 | 4.0 | |||
| メラミン系 | 1.5 | 4.0 | |||
| 金属 | SUS系 | 7.8 | 多角形状 球状 カットワイヤー |
100~300μm | |
 アルミナ系 100μm
アルミナ系 100μm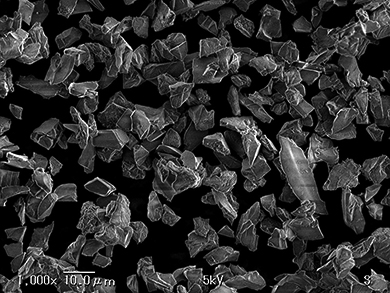 アルミナ系 7μm
アルミナ系 7μm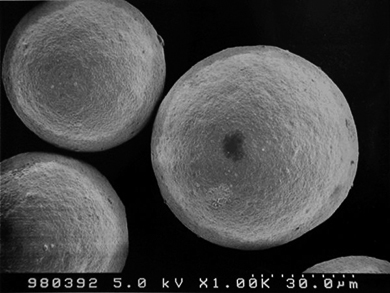 アルミナ系 50μm
アルミナ系 50μm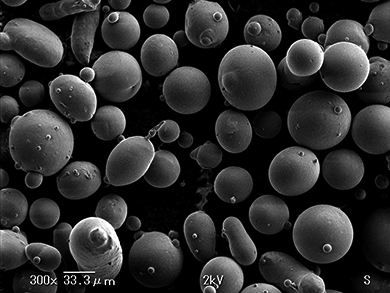 ジルコニア系 50μm
ジルコニア系 50μm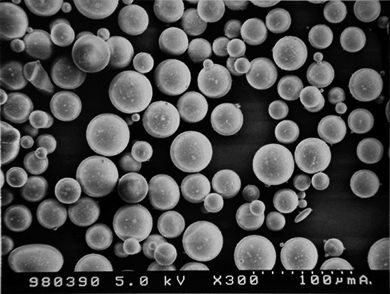 ガラス系 50μm
ガラス系 50μm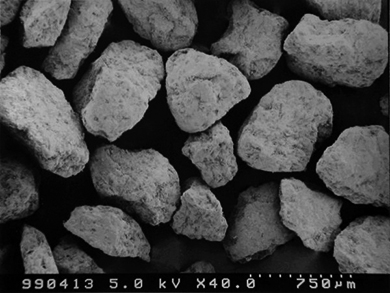 メラミン系 300μm
メラミン系 300μm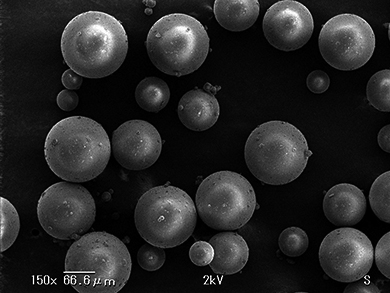 フェノール系 80μm
フェノール系 80μm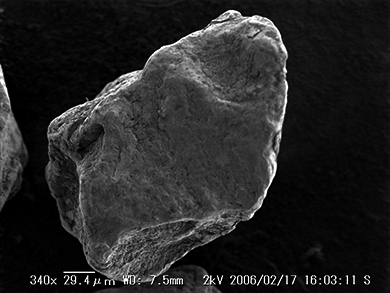 SUS系 150μm
SUS系 150μm
ウェットブラストで使用可能な研磨材を一覧にしてまとめた「研磨材について」の記事はこちらから。
https://www.macoho.co.jp/wetblast/abrasive.html

著者:営業部/営業技術課/佐田
技術や基礎知識に関するお問い合わせへのご回答、トライアル受付などのインサイドセールスを担当しております。
ウェットブラストに長年携わった経験を活かし、当技術の専門家としてお客様の多様な課題に対応させていただきます。ぜひ、お気軽にご相談ください。



